Hogyan válasszuk ki az alumínium hegesztőgépet?
Még a tapasztalt hegesztők is, akik először találkoznak alumínium csatlakozással kézi ív módszerrel, gyakran frusztrálnak a hegesztés minőségével kapcsolatban. Ha rendszeresen kellett dolgoznia egy ilyen "hangulatos" fémmel, akkor cikkünk segít kiválasztani az alumínium hegesztőgépet, amely kiváló minőségű szoros varratokat fog létrehozni.

Az alumínium hegesztés jellemzői és nehézségei
Alumínium hegesztésre lehet szükség a motor-olajteknő vagy a sebességváltó-tartály repedésének lezárásához. Gyakran így javítják a motor hűtőköpenyének fagyasztott tömbjét. Az alumínium hegesztésére szolgáló eszközök iránti igény a vegyiparban és az élelmiszeriparban, tartályok, kollektorok, szűrők és egyéb termékek gyártásában áll elő.
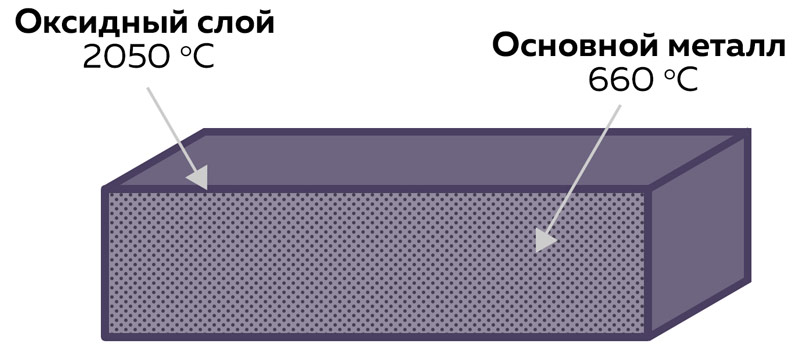
De az alumínium és ötvözetei, az AlMn, AlSi, AlMg hegeszthetők főleg a fő jellemző miatt - a tűzálló oxidréteg jelenléte a felületen. Olvadási hőmérséklete 2044 fok, míg alatta lévő fém 660 fok után áramlik. Ez a fő probléma, mivel egy kis áramszilárdság nem képes megolvasztani a külső réteget, és a töltőfém a felületen fekszik. Egy nagy áram égési sérülésekhez vezet. Ezért az alumíniumhegesztés klasszikus technológiái nem alkalmasak.
A fémekkel való munka során felmerülő nehézségek között szerepelnek a következők:
- Kis eltérés az olvadáspont és a megszilárdulás között. Az alumínium 660 fokos hőmérsékleten folyékonyvá válik. De ha csak 15-20 ° C-on hagyjuk lehűlni, akkor már elkezdi kristályosodni. Alumíniumhegesztő készülékre van szükség, amely olyan üzemi áramot képes fenntartani, hogy varrat kialakuljon.
- Megnövelt hővezető képesség. A hő ötször gyorsabban terjed az alumíniumon, mint az enyhe acél. A hegesztési medence gyorsan lehűl, és az alkatrész jelentős mértékben vetemedhet egy nagy területen, még egy kis varratról is.
- A szín megőrzése olvadt formában. Vasfémek hegesztésekor a hegesztőnek könnyedén ellenőrizheti a hegesztési medence állapotát és a mellékelt töltőanyag mennyiségét, mivel a piros salakkal ellentétben káprázatosan fehér lesz. Az alumínium nem változtatja meg a színt folyékony formában, és egy hegesztőnek nehezebb vizuálisan megérteni a varrat kialakulását.
- Megnövekedett zsugorodás. Lehűlés után a lerakódott fémhengerek jelentősen lehajlanak, ami gödröket képez a varratban, és felülről felületre felületre van szükség.
- Kölcsönhatás a környezettel. A környezeti levegővel érintkezve az alumínium elpárologtatja a hidrogént, ami a pórusokhoz vezet a varrat szerkezetében. A víz vagy más folyadék nyomása nem képes ellenállni egy ilyen kapcsolatnak. A hegesztési medencét meg kell védeni a külső gázoktól.
- Megnövelt folyékonyság. Olvadt állapotban az alumínium hasonló a vízhez - nehezebb a folyékony fém égővel történő irányítása, különösen akkor, ha a varratot ferde síkban tartják. Ez az égési sérüléseken keresztül is felgyorsult.
A kezdő alumínium hegesztők első varrásai mindig rosszak. Fokozatosan a problémát a gyakorlati képzés oldja meg. De rendkívüli jelentőséggel bír az alumínium csatlakoztatására tervezett hegesztőgép helyes megválasztása.
Melyik gép van a legmegfelelőbb alumínium hegesztéshez
Mivel léteznek piacon alumínium maggal bevont elektródák, úgy tűnik, hogy a fém hegesztésének legolcsóbb módja a kézi ívhegesztés egy inverterrel. A valóságban azonban az MMA hegesztés alumíniumból csak lehetővé teszi a fém két oldalának összekapcsolását az adalékanyag cseppecskéivel, amelyek a tetején vannak.
A tartós és szoros varrás itt nem fog működni.A jó csatlakozáshoz hegesztőgépre van szüksége MIG vagy TIG üzemmódú alumínium hegesztéséhez. Mindegyiknek megvannak a sajátosságai, amelyeket figyelembe kell venni a választáskor.
MIG / MAG hegesztőgépek használata alumíniumhoz
A MIG hegesztés félautomata gépek használata, amelyek során a hegesztőhuzalt folyamatosan továbbítják a csatornán keresztül közvetlenül a fáklyába. A második kábelt szorítóval közvetlenül a termékhez kell rögzíteni. A huzal rövidítése a munkadarab felületéhez vezet egy elektromos ív gerjesztéséhez. Ezzel párhuzamosan a fúvókából származó gáz elkülöníti a hegesztési medencét a külső környezettől.


nyalánkság
- nagy hegesztési sebesség;
- a hegesztési medencében zajló események jó láthatósága;
- a hegesztőgép második része szabadon támaszkodhat a munkadarabra, vagy magasságban maradhat;
- Készíthet folyamatos hosszú varratot;
- a folyamat befejezése után nincs salakkéreg.

ellenérvek
- Maga a berendezés magas költsége. Az árnyékológáz (argon és szén-dioxid keveréke) árának felmerülése további költségekkel jár.
- Az alumínium töltőhuzal vékony és rugalmas, tehát nagyon „jár”, és a hegesztőnek nehezebb vezérelni.
- Ha gyakran kell a vasfémek és az alumínium hegesztését váltakozva egy félautomata berendezéssel elvégezni, akkor sok időbe telik a fáklya acélcsatornájának a teflonkénti váltása.
- Az alumínium félautomata eszköz varrata szélessége heterogén. Ha az a munkadarab elülső oldalán helyezkedik el, akkor további mechanikus eltávolításra van szükség.
Milyen funkciókkal kell rendelkeznie az alumínium félautomata eszközöknek?
Alumíniumot nem csatlakoztathat félautomatikus eszközökkel. A hegesztő berendezéseknek a következő funkciókkal kell rendelkezniük:
Forró indulás. Ezt a funkciót „Hot Start” -nak hívják, mert lehetővé teszi, hogy kiváló minőségű varratot vontasson a kapcsolat első milliméterétől. Ehhez magas alapjáratot (80-90 V) kell fenntartani a huzalon, és az áramot először kissé a fővezeték fölé kell szolgáltatni.
Alumínium esetében ez hasznos a felület gyors melegítéséhez és az oxid elpusztításához. Ennek a hatásnak köszönhetően a varrás azonnal kialakulni kezd, anélkül, hogy az adalékhengerek felülről beragadnának. Professzionális gépeken beállíthatja a "Hot Start" beállítását annak meghatározása érdekében, hogy meleg lesz.
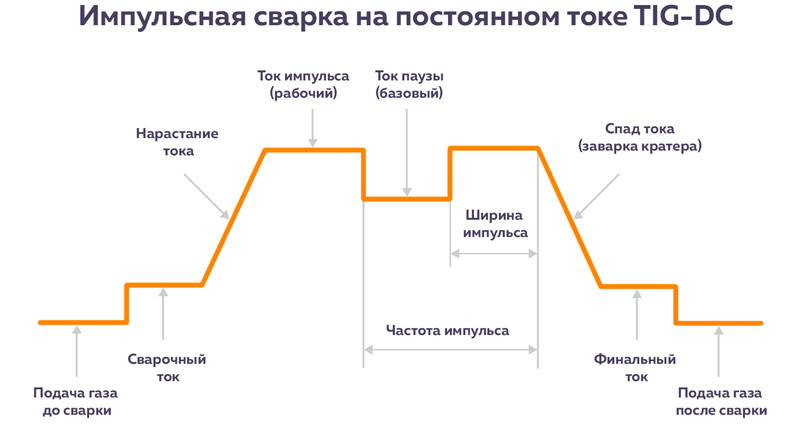
Pulse. Ez a funkció nem hoz létre egyenletes alapáramot, hanem hozzájárul annak váltakozásához. Az eredmény az amplitúdó, amelyben az áram a működési impulzusra nő, majd egy szünet csökkenéssel. A csúcsfeszültség pillanatában az oxid megolvad, és a szünet ideje alatt a töltőfém csendes olvasztása minimális permetmennyiséggel biztosított.
Professzionális féliautomata eszközökön beállíthatja mind az impulzus frekvenciáját, mind annak hosszát, amely lehetővé teszi a hegesztés beállítását az alumínium vastagságától és az ötvözet típusától függően. Ez a funkció különösen a vékony fémek esetében releváns, hogy elkerüljék a felület túlmelegedését és az átmenő lyukak kialakulását.
Dable Pulse. Megduplázza az előző hatást. Az alap- és a főáram közötti váltakozó amplitúdón kívül a csúcsáram oszcillációs emelkedése és csökkenése van. Egy ilyen funkció tovább javítja az alumínium hegesztés minőségét a fém cseppátadásáig. A minimális hőfelhasználás megakadályozza a munkadarab túlmelegedését és deformálódását. A varratok vékonyak, de mélyek, és a hegesztési sebesség növekszik.
TIG gépek használata alumínium hegesztésére
Az alumínium TIG-hegesztését váltakozó áramot előállító inverterrel hajtják végre.
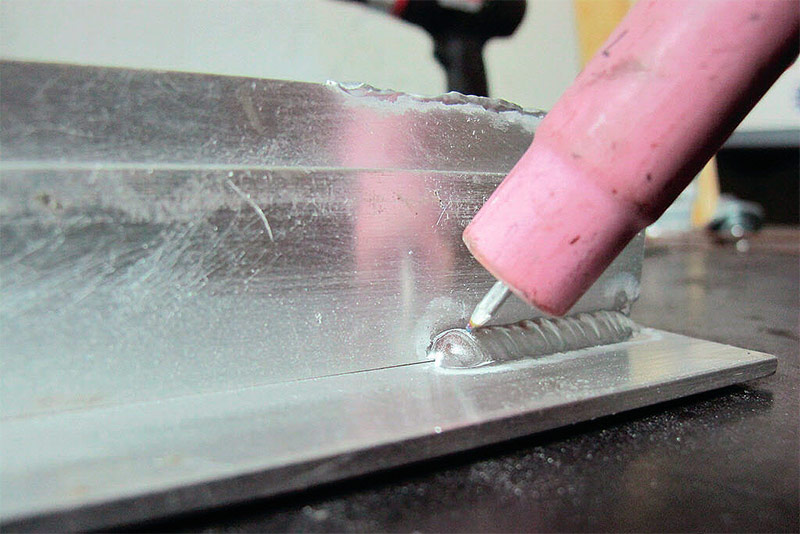
Egy hegesztőnek van egy wolfram elektródaégője egy kezében. Annak a résznek a felületére történő érintése, amelyhez a tömeg csatlakozik, elektromos ív képződéséhez vezet. A volfrám nem olvad, tehát az elektróda hossza nem változik. Az alumínium hegesztéséhez a rudak kerek formáját használják.
A hegesztőgép második részében töltőhuzalt vezetnek be a hegesztési medencébe, hogy növeljék a varrás magasságát és erősítsék a csatlakozást. Argon védőgáz kilép az égőből, megakadályozva az érintkezést a külső levegővel.

A TIG előnyei az alumínium hegesztéshez
- a varrás szoros és szoros;
- nem szükséges megmunkálás;
- a szerkezetben nincsenek pórusok;
- keskeny, 2-3 mm széles varratok készíthetők.
Hátrányok TIG az alumínium hegesztéséhez
- megnövekedett a töltőhuzalra és a gázra fordított pénz felhasználása;
- alacsony hegesztési sebesség;
- magas berendezések költsége;
- csak rövid varratok hozhatók létre;
- a tűt gyorsan permetezzük, és alakját ki kell javítani;
- Ha 1-2 mm vastag alumíniumlemezt hegesztenek, hordozóra van szükség, hogy megakadályozzák a hevített fémbemerüléseket.

A varratok minősége, amely elérhető az alumínium hegesztésekor TIG hegesztéssel.
Milyen funkciókkal kell rendelkeznie az alumínium TIG inverterének?
Bár bármely invertert fel lehet szerelni zseblámpával a TIG-hegesztéshez, az alumíniumot csak kiváló minőségű argonív módszerrel lehet csatlakoztatni, ha a következő funkciók állnak rendelkezésre:
Pulse. Ugyanazt a szerepet játszik, mint a félautomatikus eszköznél. Csökkenti a hőbevitelt és megakadályozza a folyékony anyag kiégését. A professzionális eszközök támogatják az impulzushullám beállítását. A négyszöghullám mély behatolást és nagy sebességet biztosít a folyamathoz. A háromszög megkönnyíti a vékony alumíniumlemezek hegesztését minimális hőátadással. A lekerekített hullám megkönnyíti a hegesztési medence ellenőrzését a kritikus illesztések egyenletes behatolása érdekében. A szinuszos lágy ív lágy, a hegesztési medence széles tapadásával, de nem mély behatolással.
Elő- és utána gáz. 2 másodpercig elindítja az árnyékológáz előzetes tisztítását, hogy a környezeti levegőt kiszorítsa a hegesztés kezdetének helyéről. Ez az argon szállítja az ív 3-10 másodpercre történő megszakítása után, lehetővé téve a hegesztési medence normál oxidáció nélküli kristályosodását.
Váltás váltakozó áramra. A TIG hegesztés inverterrel csak váltakozó árammal lehetséges. Ehhez kötelező, hogy az eszköz megjelölését AC / DC jelzéssel kell ellátni.
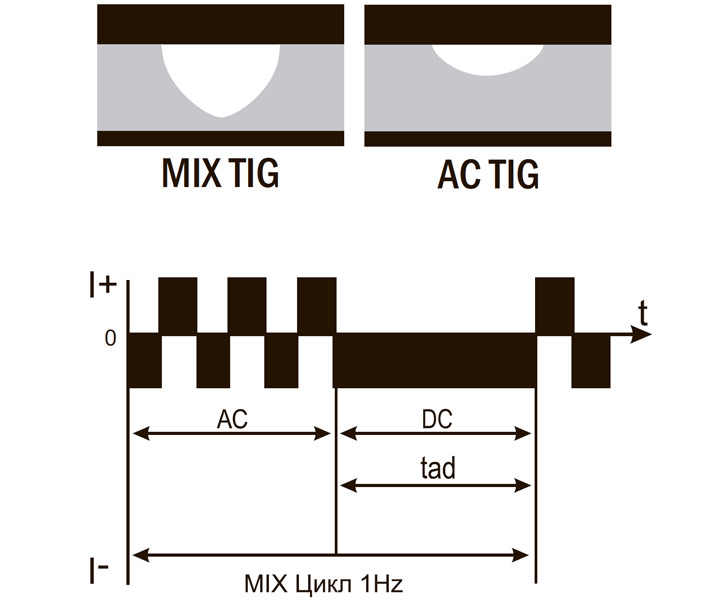
MIX TIG. Ez az üzemmód felváltja az egyen- és váltakozó áram anyagára gyakorolt hatást. Először az AC működik, amely frekvenciája révén elpusztítja az oxidréteget. Ezt követően egyenáramú váltja fel, mély behatolást biztosítva a töltőanyag egyenletes eloszlásával. Ez a funkció különösen akkor praktikus, ha 2 és 7 mm vastagságú alumíniumot kíván összekapcsolni.
Az egyensúly beállítása. Beállíthatja a feszültség polaritásának automatikus megváltoztatásának frekvenciáját, amely pozitív esetben meghosszabbítja a volfrám elektróda élettartamát és növeli a penetráció mélységét, és ha a jelző negatív, csökkenti a hőbevitelt, és védi az égéseket és deformációkat.
Miután megvizsgálta az alumínium hegesztőgépekre vonatkozó követelményeket, könnyen kiválaszthatja hegesztőberendezéseit műhelyében, műhelyében vagy garázsában.








