Argon ívhegesztés: a munka alapelve, hogyan kell kiválasztani, a legjobb gépeket
Az MMA-módszerrel ellentétben az argonhegesztés lehetővé teszi pontosabb varratok létrehozását, amelyeket nem kell megtisztítani. Még ez a módszer akár nyolc fémet is összekapcsolhat. Cikkünk segít kiválasztani egy hegesztőgépet az argóív hegesztéshez, hogy az megfeleljen az Ön igényeinek, és megmutatja a már tesztelt modellek besorolását, amelyek pozitív értékeléssel bírnak, valamint a hegesztők tulajdonságait.

Az áruk kiválasztását az interneten található különféle forrásokon közzétett vélemények, vélemények és értékelések alapján végezték el. Minden információ nyílt forrásból származik. Nem működünk együtt a gyártókkal és a védjegyekkel, és nem hívunk fel bizonyos termékek vásárlását. A cikk csak tájékoztató jellegű.
Az argon ívhegesztés működésének alapelve
A nemzetközi megnevezésben az argonív módszer TIG rövidítéssel rendelkezik. Aktív módon használják a gyártásban és a műhelyekben. Ezzel összekapcsolódnak a repedt autóalkatrészek (forgattyúház-edények, motor-hűtőegységek), gyűjtik az edényeket az élelmiszer- és vegyipar számára, rozsdamentes acélból készült törülközőtartók, kollektorok, folyadékszűrők készülnek stb. termékeket.
Az argonhegesztés alapelve a fémek elektromos ívhez kötése közömbös gázkörnyezetben. A folyamathoz olyan áramforrásra van szüksége, amely csökkenti a feszültséget és növeli az áramerősséget. Az áramot egy wolfram elektródával felszerelt égőbe továbbítják. Nem fogyóeszköz, tehát a hegesztõ könnyebben vezérelheti az ív hosszát, amelynek 2-5 mm-nek kell lennie. A tömegkábel csatlakozik a termékhez.
A volfrámtű végének az alkatrészhez történő megérintése izgatja az elektromos ívét. A vékony illesztések nem igényelnek oldalirányú rezgéseket - az elektróda simán fut, jobbról balra a varratvonal mentén, az illesztési felület tükörként sima. Ha van rés az alkatrészek között, vagy meg kell bővíteni a varrás határait, akkor a fáklya vezetésekor a hegesztő oldalán kisebb rezgéseket okoz, meghosszabbítva a hegesztési medencét. Ez hozzájárul a kis lépték kialakulásához.

Argon ívhegesztési folyamat.
Az ív hőmérséklete a jelenlegi erősségtől függően 2000 és 5000 fok között van. Ez lehetővé teszi a fém széleinek megolvasztását és egy vékony varráshoz való csatlakoztatását. A forma megerősítéséhez töltőhuzalt használnak, amelyet a hegesztőkészülék második kezével vezet a hegesztési medencébe. Így megnövelheti a henger magasságát, megadhatja a varratnak pikkelyes alakját, és még a következő megmunkáláshoz fémfelületet is végezhet (esztergálás esztergálással, köszörülés).
Inert gáz argon szolgál a hegesztési medence megóvására a külső környezettől. A hengertől az égőhöz juttatják, és kiszorítják a rendes levegőt. Ez kiküszöböli a pórusok kialakulását a hegesztési szerkezetben. A csatlakozás szoros és tartós. Ezzel párhuzamosan a védőgáz lehűti a volfrám elektródát és a kerámia fúvókát, hogy ne melegedjenek túl. Az utolsó szakaszban, amikor az ív kioltódik, az argon segíti a varrat megszilárdulását.
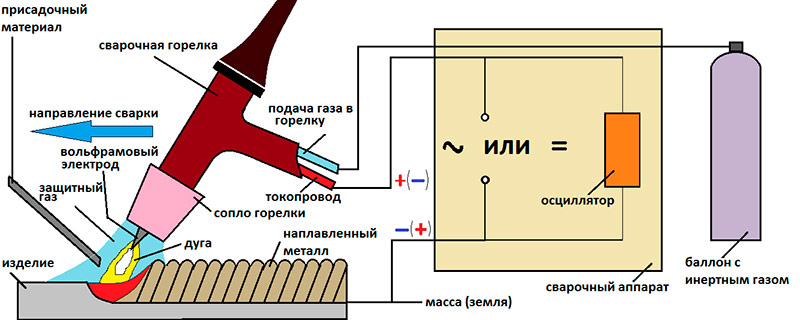
Az argon ívhegesztési folyamat vázlata.
A TIG módszer előnyei és hátrányai
A TIG-módszernek egyértelmű előnyei vannak más hegesztési módszerekkel szemben, de az argonhegesztőgéppel történő munkavégzésnek számos hátránya van, amelyekre fel kell készülnie ezen hegesztési módszer kiválasztásakor.

A TIG módszer előnyei
- a helyi melegítés kiküszöböli a termék súlyos deformációját;
- egy vékony volfrámtű lehetővé teszi keskeny, ügyes varratok létrehozását;
- hegesztés végezhető adalékanyaggal vagy anélkül, ami befolyásolja a henger magasságát;
- a kapcsolatot úgy alakítják ki, hogy a salakkéreg a tetején nincs;
- a legtöbb esetben nem későbbi
- megmunkálás;
rozsdamentes acél és színesfémek hegeszthetők; - a varratok szorosak és ellenállnak a magas nyomásnak;
- nincs fém fröccsöntés a felületre.

A TIG módszer hátrányai
- a kapcsolat sebessége alacsonyabb, mint a MIG;
- az égő kupakja akadályozza a nehezen elérhető helyeken végzett munkát;
- a kerámia fúvóka kissé korlátozza a hegesztési medence láthatóságát;
- a varrás minősége a felhasználó képességeitől függ (azonnal vegye be és főzze, mivel nem működik félig automatikusan);
- folyamatosan táplálja az adalékanyagot a második kezével, és ellenőrizze annak hosszát (hegesztéskor a huzal hossza gyorsan csökken, és a hosszú darabokat kényelmetlen tartani a kezedben,
- amint ők járnak;
- a volfrám elektródok drágábbak, mint a bevonattal ellátottak;
- az argon többletköltségei;
- lehetetlen hegeszteni az alkatrészeket erős szélű utcákon (argon lefújódik és a hegesztőmedence védetlen marad).
Hogyan válasszuk ki a munkához szükséges felszerelést?
Az argon ívhegesztéshez szükséges berendezéseket a közelgő feladatok és azok volumene alapján kell kiválasztani. Ellenkező esetben megvásárolhat egy túl gyenge egységet, vagy fordítva túlfizetheti a fel nem használt lehetőségeket. Először beszéljünk egy aktuális forrás kiválasztásáról.
Hogyan válasszunk hegesztőgépet a TIG hegesztéshez
Az argonhegesztő gép egy inverter, amely egy 220 vagy 380 V-os hálózathoz van csatlakoztatva, és többször átalakítja az áramot váltakozó áramról közvetlenre, növelve annak frekvenciáját. Belül számos transzformátor, diódahida és billentyűzet használható. Mindez hozzájárul a 4–30 kg-os kis súlyhoz és a kiváló minőségű varráshoz.
Ha gépi hegesztésre van szüksége garázsban, akkor válasszon egy 220 V-os modellt. A gyártáshoz optimális 380 V. A 4-8 kg súly hasznos, ha utazik és magasságban dolgozik, valamint nagy terjedelmű szerkezetekkel dolgozik. Helyhez kötött használat esetén a súlynak nincs jelentősége. Az argonhegesztéshez szükséges inverter kiválasztásakor vegye figyelembe a következő paramétereket és a felszerelési lehetőségeket.

Argonhegesztő készülékek és szükséges berendezések.
A fém típusa és a hegesztőáram
Az inverter egyenáramot ad ki a kimeneten. Ez lehetővé teszi a fekete acélok, rozsdamentes acél, öntöttvas, réz és még titánötvözetek kiváló hegesztését.
Ha műhelyében csak ezek a fémek működnek, akkor válasszon bármilyen DC-értékű argon eszközt.
De az alumínium és ötvözetei ilyen eszközzel történő összekötése nem fog működni. Nehézséget okoz egy oxidfilm, amelynek olvadáspontja meghaladja a 2000 fokot, bár a fém maga 660 fok után folyékonyvá válik. Az alumínium hegesztéséhez egy univerzális AC / DC inverterre van szükség, amely váltakozó áramra kapcsolható. Ennek következtében az oxid a felületen könnyen elpusztul, és a nem nemesfémet nem égetik az ív magas hőmérséklete.
Ha valamelyik benzinkutakkal kapcsolatban van benzinkútja vagy tevékenysége van, keressen egy argonkészüléket AC / DC jelöléssel.
| Egyenáram | Váltóáram |
|---|---|
| Különböző típusú acélok | alumínium |
| Rozsdamentes acél | Magnéziumötvözetek |
| Öntöttvas | - |
| réz | - |
| Titán ötvözetek | - |
Hegesztési áramtartomány
Az aktuális szilárdsági tartomány (A) meghatározza, hogy a munkadarabok vastagságúak legyenek. Itt mind a felső, mind az alsó mutatók fontosak. Az átlagos számított érték 35 A fémvastagság minden 1 mm-re. Például, ha olyan csöveket és profilokat hegeszt, amelyeknek a falszekciója nem haladja meg a 2 mm-t, akkor elegendő 70 A. Az argonberendezés, amelynek maximális értéke 160 A, fedezi a 4 mm-es vastagságú munkadarabok hegesztési követelményeit. Ha 5-7 mm-es munkadarabokat kell argonhegesztéssel összekapcsolni, akkor válasszon egy invertert, legfeljebb 200-250 A.
A minimális érték, amelyre az áram csökkenthető, befolyásolja a vékony fém hegesztésének képességét. Például vannak olyan argonberendezések, amelyek alsó küszöbértéke 5 A. Ez elegendő egy 0,6 mm keresztmetszetű ón főzéséhez. Az alacsonyabb, 20–30 A sebességű modellek erre nem képesek.
| Fém típusa | Fém vastagsága mm | Jelenlegi típus | Jelenlegi ¸ A |
|---|---|---|---|
| Acélötvözetek | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| alumínium | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Impulzus üzemmód
Az vékony fémek még jobb hegesztéséhez az ilyen funkcióval rendelkező argonberendezés kiválasztása szükséges. Az impulzus üzemmód váltakozó hegesztőáramot és szünetet foglal magában. Ez csökkenti a hőmennyiséget, teljes mértékben kiküszöböli az alkatrész deformációját és elhajlását. Az impulzusváltási frekvencia beállítható, amely meghatározza a hegesztési sebességet. Ez az üzemmód az alumínium kombinációja esetén is igényes, mivel egy nagy áram elpusztítja az oxidot, és a szünet alatt a teljesítménycsökkenés megakadályozza az nemesfémek égését.
A felhasználás intenzitása (a beillesztés időtartama)
Más módon ezt a paramétert nevezzük a beillesztés időtartamának, és százalékban adjuk meg. Például egy 40% -os PV-argon készülékkel tíz perc közül négy fog működni. Ha gyakrabban használja, akkor túlmelegedhet, és a védelem működni fog. A berendezés erőszakkal leáll, amíg teljesen lehűl. Ha sok előkészítő folyamat zajlik a munkadarabok elválasztásakor, darabolásakor, akkor a 40% -os PV elegendő. Az inverternek ideje lesz lehűlni ilyen szünetek alatt. Ha a hegesztő folyamatosan működik, és az összes előkészítési folyamatot mások hajtják végre, akkor 80 vagy 100% -os munkaciklusú, hatékonyabb készülékre van szükség. Akkor a munka nem lesz tétlen.
A kapcsolási időtartamot azonban a maximális áramon mérik, tehát a modell 300 A-val rendelkezik 60% -os feszültséggel, a hegesztési áram 200 A-ra csökkenésével, a feszültség 100%. Tehát a használat intenzitásának meghatározásakor még mindig érdemes megfontolni, hogy milyen működési áram szükséges a mindennapi feladatokhoz.
További funkciók
Az argon ívhegesztő gépek felszerelhetők olyan funkciókkal, amelyek megkönnyítik a folyamatot vagy növelik a varrás minőségét. Természetesen, minél szélesebb a berendezés képessége, annál drágább, ezért érdemes átgondolni, hogy mekkora szükség van az egyes funkciókra egy adott esetben.
Itt vannak a leggyakoribbak:
- Gáz tisztítási idő. A készüléken az argonnal beállíthatja az előzetes és utótisztítás idejét. A folyamat elején ez segít eltávolítani a környezeti levegőt az ív gerjesztési zónából. Végül ez segíti a hegesztési medence kristályosodását és az elektród lehűtését. Minél hosszabb a fém, például az alumínium, lehűlése, annál hosszabb az öblítés (7 s-ig).
- Nagyfrekvenciás gyújtás. Bármelyik inverter felszerelhető szeleplámpával, hogy képesek legyenek TIG-hegesztést végrehajtani. Az ív gerjesztéséhez azonban meg kell érnie az elektróda hegyét azon a terméken, amelyhez a tömeg csatlakozik. A magas frekvenciájú gyújtású modellekben oszcillátort használnak, amely akár 10 mm-es feszültséget is képes átnyomni a levegő feszültségén keresztül. Ez segít megkezdeni a hegesztés megérintése nélkül, egyszerűen a fáklya felemelésével. Kevesebb jel van a termék felületén, és az elektródot ritkábban kell hegyezni.
- Kráter hegesztés. Ez a hegesztési áram amplitúdójának fokozatos csökkenése, amely segít kiküszöbölni egy pontot a varrás "zárján". Ez a funkció fontos, ha csöveket és tartályokat hegesztenek víz alatt és más folyadékok alatt, valamint ha 0,6–1,0 mm vastag lemezekkel dolgozik.
- Vízhűtés. Az argonhegesztő készülékekbe szivattyút lehet telepíteni, amely fagyállót pumpál a kábelcsatornán keresztül az égőhöz. Ez hozzájárul a kerámia fúvóka és az elektróda gyorsított hőelvonásához, meghosszabbítva a folyamatos működés idejét. A funkcióra akkor van szükség, ha nagy 250-400 A áramot használnak, és szükség van a berendezés folyamatos működésére.
A munkához szükséges kiegészítő felszerelés
Argon ívhegesztéshez az áramforráson kívül fáklya kábelre van szüksége. Leggyakrabban komplett felszereléssel, de az EWM, Lincoln Electric és mások prémium modelljeivel külön kapható.
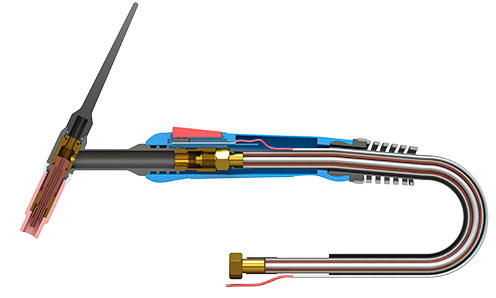
Szekcionált fáklya argon ívhegesztéshez.
Az égők szelep típusúak (a gázellátást az égő szelepe nyitja meg) és gombvezérléssel (az égő gombjának megnyomásával elindul a gáz és az áram). A hüvely hosszát 2-5 m választja meg a hegesztő szükséges mobilitásától és az összeállított szerkezetek méretétől függően.

Zseblámpa szelep típusú argon ívhegesztéshez.

Zseblámpa argon ívhegesztéshez nyomógombos vezérléssel.
A hegesztéshez inert gázpalack szükséges. Ha rendszeresen kell dolgoznia, akkor elegendő egy 10 literes palack vásárlása, amely nem sok helyet foglal el, és amelyet könnyen be lehet csomagolni a csomagtartóba tankoláshoz. Ugyanez a lehetőség praktikus utazási munkák során. A műhelyben vagy a gyártásban végzett állandó működés mellett egy nagy, 150 literes palackot választanak.

Inert gázpalack argonhegesztéshez.
A hengernek reduktorra van szüksége magas és alacsony nyomásmérővel, valamint egy tömlőre, amely összeköti a hengert az inverterrel. Magas nyomásmérővel a hegesztő figyeli a fennmaradó gázt, és alacsony értékkel beállítja az argon áramlási sebességét az égőben.

Nyomásmérő reduktor és tömlő.
Hegesztéshez volfrám elektródokra van szükség. Különböző fémekhez kék, arany, piros vagy zöld csúccsal vannak ellátva. A sokoldalúbb a hegy kék színe. Az elektróda átmérőjét 1,6–4,0 mm-re a varrat szélességére, az olvasztási mélységre és a maximális áramszilárdságra vonatkozó követelményektől függően választjuk meg.

Elektródák argonhegesztéshez.
Az argonhegesztés adalékanyag nélkül is elvégezhető, ha az alkatrészek szorosan egymáshoz vannak illeszkedve, és nincs erős mechanikai terhelés a szerkezeten. Más esetekben a hegesztett fémmel megegyező anyagból készült töltőhuzalt használnak.

Töltőhuzal argonhegesztéshez.
Videó. Mi az argonhegesztés és hogyan válasszunk egy eszközt az argonhegesztéshez
A legjobb argonhegesztő gépek
Az argonhegesztéshez szükséges berendezések kiválasztásának kritériumait figyelembe véve továbbmegyünk olyan modellekre, amelyek pozitív értékelést kaptak a hegesztők részéről.
A legjobb DC argon ívhegesztő gépek
Vasfémek, rozsdamentes acél és réz hegesztéséhez olyan egyenáramú frekvenciaváltókat használnak. Itt található a kategória legjobb modelljeinek rangsorolása.
RESANTA SAI-230 HELL (TIG, MMA)
Az első helyen a Resanta SAI-230 inverter található. Az argonkészülék 170-242 V-os hálózatról képes működni, és 10-230 A egyenáramot bocsát ki. A maximális sebességnél a bekapcsolási idő 70%, ami lehetővé teszi, hogy azt nemcsak háztartási célokra lehessen felhasználni. A TIG hegesztés mellett a berendezés támogatja az MMA módot is, amelynek az előlapján van egy kapcsoló. Ez akkor hasznos, ha váltakozó, tiszta argonhegesztésre és bevont elektródákkal történő vágásra van szükség. A modell súlya 11 kg. A fáklya és a földkábel szállítva. A gyártó 2 év garanciát vállal rá.

Előnyei RESAI SAI-230 HELL (TIG, MMA)
- Nagyteljesítményű 230 A 6 mm áthatoláshoz.
- Vállpánt a hordozáshoz.
- Érintés nélküli gyújtás, ha égőt oszcillátorral használnak (van egy csatlakozó, amely a vezérlést az égőből összekötheti);
- Az áram 10 A-ra esik, amikor a hegesztőlemez anyaga 0,8 mm.
- A vas tok hosszú ideig ellenáll a nehéz feltételeknek.
- Vonzó ár.
- Megbízható csatlakozók.
Hátrányok RESAUT SAI-230 HELL (TIG, MMA)
- A beállítások vizuális vezérléséhez nincs kijelző.
- Szerelje le a házat a porfúvás érdekében hosszú ideig.
- Nincs merev fogantyú, amely a készüléket a helyére rendezné.
- Nedves helyiségben végzett munka esetén a tranzisztorok gyorsan romlanak.
- Az értékelések alapján a hegesztők nem rendelkeznek elegendő kábelhosszal.
Következtetés. Ez az argon-ívhegesztéses eszköz figyelemre méltó egy második „csavar” jelenlétében az ív induktivitásának beállítására. Ez lehetővé teszi a hegesztési láb behatolási mélységének és magasságának szabályozását. Ez a funkció hasznos kritikus szerkezetek, különösen sarok- és pántcsuklók hegesztésére.
Svarog REAL TIG 200 W223
Ezenkívül a Svarogból származó argoninverter is található. A készülék vasból készült, és kijelzővel rendelkezik az áramszilárdság finom beállításához.Az elülsõ panelen található csatlakozók fáklya csatlakoztatására szolgálnak a gáz- és feszültség-ellátás nyomógombos vezérlésével. Külön kapcsolóval választhatja ki az MMA vagy a TIG módot. Az inverter képes hálózatról üzemelni, 160 V csökkentett indikátorral. A hegesztési áram beállítási tartománya 10-200 A. A maximális PV értéke 60%. A berendezés súlya 7 kg, mérete 42x16x31 cm. Léghűtés biztosított. A modell támogatja az 1,6-3,2 mm átmérőjű elektródákkal való munkát.

Előnyök Svarog REAL TIG 200 W223
- Digitális képernyő van az amperok számának pontos beállításához.
- A test fém sarkait gumi borítja.
- Úgy tervezték, hogy teljes égőgombbal szabályozza az égőt.
- A helyén van egy fogantyú.
- A kompakt mérete 42x16x31 cm leegyszerűsíti a szállítást és a tárolást.
- Az alacsony teljesítményű 4,83 kW lehetővé teszi az argonhegesztést egy gázgenerátorból.
- Biztonsági nyitott áramkör feszültsége 56 V
- Hegesztéskor nincs fröccsöntés.
Hátrányok Svarog REAL TIG 200 W223
- A bekapcsoló gomb hátulján jelenik meg, ami nem minden hegesztő számára kényelmes.
- Az „Hot start” és az „anti-stick” funkciók MMA módban nem működnek a gyakorlatban (csak marketing lépés).
- Az előzetes gázellátás nincs módosítva.
- Lenyűgöző égő megjelenésű.
Következtetés. Ezt az argonívív hegesztőgépet az utógáz-öblítés időtartamának megkülönböztetése jellemzi. Ez a funkció hasznos öntöttvas és réz használatakor, hogy biztosítsa a fokozatos hűtést és megakadályozzon a szénnel történő reakciót, amely pórusokat hoz létre. Az öblítési intervallum 2 és 10 másodperc között állítható. A gyártó emellett 5 éves jótállást biztosít az eszközre, amelyet a felhasználók szeretnek az áttekintésekben.
Quattro Elementi B 225 (TIG, MMA)
Ezt a kategóriát az olasz gyártó termékei egészítik ki. Az argonhegesztőgépet 6 mm vastag fémek összekapcsolására tervezték. Működési áramtartománya 10-225 A. Ha hálózathoz csatlakozik, akkor 7,8 kW-ot fogyaszt. 1,6-5,0 mm-es elektródák használata megengedett. Válthat MMA módra, amelyet kiegészítnek az „anti-stick” és a „hot start” funkciók. A bekapcsolási idő itt 80%, de ha csökkenti az áramerősséget 225-ről 180 A-ra, akkor az indikátor 100% -ra válik. Teljesítményhez 170–260 V feszültség szükséges.

A Quattro Elementi B 225 (TIG, MMA) előnyei
- Hurok vannak a vállpánt rögzítéséhez.
- Két MMA mód és
- Digitális képernyő a pontos aktuális beállításhoz.
- Érintőgombos kapcsoló módok.
- Az amplitúdó 10-re csökkenthető, ha 0,6–1,0 mm fémlemezt hegesztenek.
- 180 A áramszilárdság mellett a PV 100%.
- Ha a feszültség csökken, akkor a „homoszóma” főzés egyébként is működni fog.
- Minden paraméter megfelel a deklarált értéknek.
Hátrányok Quattro Elementi B 225 (TIG, MMA)
- Nagyon sok port szív be a testbe.
- Csak szelepégők állnak rendelkezésre.
- A bekapcsoló gomb hátul található.
- Argonégőt kell vásárolni - csak az RDS kábelét és tartóját tartalmazza.
Következtetés. Noha ez a frekvenciaváltó csak szelepfáklyával képes argon főzni, különösen könnyű megérinteni az ívöt, mivel a nyitott áramkör feszültsége 85 V. Az argon eszköz 5,5 kg súlyú is, így ez jobban megfelel a vállon való viselésre nagy magasságban végzett munka vagy hegesztés közben. hosszú építkezés mentén.
A legjobb univerzális készülék DC / AC argon ívhegesztéshez
Ha időszakonként alumíniumot kell hegesztenie, akkor válasszon olyan eszközöket, amelyek képesek az egyenáramot váltakozó áramra váltani. Az ilyen funkciót a név AC / DC megjelöléssel jelzi. Itt vannak a kategória legjobb modelljei.
Aurora PRO INTER TIG 200 AC / DC PULSE
Ez egy kínai argon készülék, kiváló minőségű szereléssel. A modell tápellátása egyfázisú hálózat és 5-200 A-t produkál. DX50 keresztmetszetű kábelekkel van felszerelve. A nyitott áramkör feszültsége 44 V. Léghűtés van. A PV maximális értéke eléri a 60% -ot. A készüléket -20 és +50 fok közötti környezeti hőmérsékleten lehet üzemeltetni.Az összes elektromos vezetéket F szigetelési osztályba kell sorolni. Opcionálisan a távirányító csatlakoztatható.

Előnyök Aurora PRO INTER TIG 200 AC / DC PULSE
- Nagy ház, számos hűtőfurattal.
- Kiváló minőségű szerelés.
- Rozsdamentes acélból és rézből főz.
- A hálózati feszültséget szinte nem vonják le.
- Két kemény fogantyú van a szállításhoz.
- Számos beállítás az áramszilárdság növelésére és ingadozására.
- Alacsony terhelés a hálózaton: 4,5 kW.
- Az elektróda érintkezés nélküli gyújtása.
Hátrányok Aurora PRO INTER TIG 200 AC / DC PULSE
- A 20 kg súlyának megváltoztatásához erőfeszítésre van szükség.
- Nem mindig könnyű megtalálni egy helyet egy kis garázsban
- MMA módban az utóégő nem működik.
- Az összes kiegészítő funkció nem jelenik meg a képernyőn - vak beállítás.
- Csak egy égőkupakot tartalmaz.
- Nincs kráter főzési funkció.
Következtetés. Az argonhegesztéshez szükséges inverter 4T üzemmód jelenlétére figyelemre méltó. Ez lehetővé teszi, hogy bekapcsolja a hegesztést, és ne tartsa nyomva a gombot a fáklyán. Ez a mód praktikus hosszú varratok esetén, karimák vagy gyártóedények hegesztésekor. Egy másik gyártó 4 m hosszú tömlőcsomaggal rendelkezik égővel, amely nagy szerkezetek létrehozásakor hasznos. Az impulzus funkció elősegíti a vékony rozsdamentes acél és az alumínium lemezek összevonását anélkül, hogy megfeszülne.
BRIMA TIG-200P AC / DC
Egy másik méltó termék egy német gyártótól. Az argon eszköz Kínában szerepel, de az áttekintések alapján ez egyszerű és megbízható AK-47 támadó puskaként. Az inverter 10-200 A áramszilárdságot generál, miközben 5 kW-ot fogyaszt. Egyfázisú hálózathoz való csatlakozásra alkalmas. A PV maximális árama eléri a 60% -ot. A professzionális modell léghűtéses. Üresjárat - 56 V. Fel van szerelve egy égővel, wolfram elektródával és érintésmentes gyújtással.

A BRIMA TIG-200P AC / DC előnyei
- Csatlakozók professzionális égőkhöz érintés nélküli gyújtással.
- Kemény fogantyúk.
- Digitális kijelző.
- Túlterhelés és túlmelegedés elleni védelem.
- TIG és MMA hegesztés két módját támogatja.
- Vannak beállítások az ív kialakításához.
- Alacsony terhelés a hálózaton 5 kW.
- Alacsony zaj.
Hátrányok BRIMA TIG-200P AC / DC
- A 25 kg súly megnehezíti a szállítást.
- Nagy méretek 50x35x36 cm.
- Ha a védelem működött, akkor 30 percig nem kapcsol be (az összes munka leáll).
- Gyenge földi terminál - 2 hónap aktív használat után kiéghet.
- "Negatív" kábel 2 m hosszú.
Következtetés. Ennek a frekvenciaváltónak számos testreszabási lehetősége van, amelyek hasznosak lehetnek egy professzionális hegesztő számára műhelyben vagy műhelyben. A gáz előtisztítási idejét 0 és 2 s között állítják be. A postgáz 2-10 s lehet. A hegesztő kiválasztja az impulzus hosszát és frekvenciáját. A hegesztés végén kiválaszthat egy értéket az áram 10 A-ra való csökkentésére, hogy elkerülje a fistulát a "zárban". Mindez alkalmas kritikus struktúrák előállítására, amelyek ezt követően még hibaelhárítóval is átvizsgálják.
Különböző fémek hegesztésének jellemzői
Bármely anyag argonhegesztésekor meg kell tanulnia néhány szabályt. Az elektróda és a felület közötti távolságnak 2-5 mm-nek kell lennie. Tartsa az égőt 45 fokos szögben. Általában a jobb kezével tartják, a töltőhuzalt pedig balra szolgálják fel. Ne érintse meg a tű végét az adalékanyaggal - az elektróda szennyeződni fog, az ív romlik, a wolfram ionizálódhat a hegesztési medencébe. Adalékanyagot szállítják, hogy megfeleljen az égőnek. A kialakított varratot el kell hagyni, és a forró gáznak ki kell szabadulnia a munkadarab még nem csatlakoztatott oldalához.
Egyes fémek hegesztésekor vannak további szabályok, amelyeket egy kezdő argondernek tudnia kell.
alumínium
Itt a gát egy tűzálló oxid van a tetején. A megsemmisítéshez használjon váltakozó áramú fordított polaritást. Ez elősegíti a felület melegítését az elektróda túlmelegedése nélkül. A váltakozó feszültség váltakozik a folyamattal, megakadályozva, hogy a munkadarab túlzottan megolvadjon, és így kiégés alakuljon ki. Különösen hasznos az impulzusos vagy kettős impulzusos funkció, amelyből a varratok még jobbá válnak.
| A munkadarab vastagsága, mm | A volfrám elektróda átmérője, mm | Rúd átmérő, mm | Áramszilárdság, A |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
réz
Folyékony állapotban hidrogénnel reagál, ami nagy pórusok kialakulásához vezet. Itt használhat közvetlen vagy váltakozó áramot, de csak fordított polaritással. Azt is javasoljuk, hogy növelje az argon áramlását 1,5-ről 2 literre percenként. Ebben az esetben nincs szükség töltőhuzalra, mivel a fém folyékony, és az élek elég olvadnak ahhoz, hogy erős hézagot képezzenek. Volfrám elektróda helyett érdemes grafitot használni, amelyet szintén nem fogyóeszközként osztályoznak.
| Az elektróda típusa | A munkadarab vastagsága, mm | Az elektróda átmérője, mm | Áramszilárdság, A | Ívhossz, mm |
|---|---|---|---|---|
| grafit | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| fedett | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
Titán
Aktív anyag, amely reagál a környezeti levegővel. A hegesztést megnövelt argon adagolással végzik a hegesztési medence védelme érdekében. A réz és az alumíniumtól eltérően a titán alacsony hővezető képessége alacsony. Az oldalak megbízható összekapcsolásának biztosítása érdekében a varrás széleit további varratokkal meg kell erősíteni. Ha 1,5 mm-nél vastagabb munkadarabokkal dolgozik, akkor titán töltőhuzalt használnak.
| A munkadarab vastagsága, mm | Az elektróda átmérője, mm | Huzal átmérő, mm | Áramszilárdság, A |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
Most, miután megvizsgálta az argon-ívhegesztéshez szükséges eszközök kiválasztásának tulajdonságait, és figyelembe vette a legjobb modellek besorolását, választhat egy invertert, amely feladatait magán műhelyben vagy gyártásban hajtja végre.








