Saldatura ad arco di argon: il principio di lavoro, come scegliere, le migliori macchine
A differenza del metodo MMA, la saldatura ad argon consente di creare cuciture più precise che non devono essere pulite. Anche questo metodo può collegare fino a otto tipi di metalli. Il nostro articolo ti aiuterà a scegliere una saldatrice per la saldatura ad arco di argon, in modo che sia adatta alle tue esigenze e mostrerà la valutazione dei modelli già testati che hanno recensioni positive, così come i saldatori come le loro caratteristiche.

La selezione dei prodotti è stata effettuata sulla base di recensioni, opinioni e valutazioni degli utenti pubblicati su varie risorse su Internet. Tutte le informazioni sono tratte da fonti aperte. Non collaboriamo con produttori e marchi e non richiediamo l'acquisto di determinati prodotti. L'articolo è solo a scopo informativo.
Il principio di funzionamento della saldatura ad arco di argon
Nella designazione internazionale, il metodo dell'arco di argon ha l'abbreviazione TIG. È attivamente utilizzato nella produzione e nelle officine. Con esso vengono collegati pezzi di automobili incrinati (pentole del carter, unità di raffreddamento del motore), raccolgono contenitori per l'industria alimentare e chimica, vengono realizzati portasciugamani in acciaio inossidabile, collettori, filtri per liquidi, ecc. Nel garage, un tale apparecchio può eseguire con successo riparazioni del corpo o produrre piccoli prodotti.
Il principio della saldatura ad argon è di collegare i metalli con un arco elettrico in un ambiente con gas inerte. Per il processo, è necessaria una sorgente di corrente che abbassa la tensione e aumenta l'amperaggio. La corrente viene fornita a un bruciatore dotato di un elettrodo di tungsteno. Non è consumabile, quindi è più facile per il saldatore controllare la lunghezza dell'arco, che dovrebbe essere 2-5 mm. Il cavo di massa si collega al prodotto.
Toccando l'estremità dell'ago di tungsteno sulla parte si eccita un arco elettrico. I giunti sottili non richiedono vibrazioni laterali: l'elettrodo scorre uniformemente, da destra a sinistra lungo la linea di giuntura, la superficie del giunto è liscia come uno specchio. Se c'è uno spazio tra le parti o è necessario espandere i confini della giuntura, quindi quando si guida la torcia, il saldatore produce vibrazioni minori sui lati, allungando il bagno di saldatura. Ciò contribuisce alla formazione di piccole scale.

Processo di saldatura ad arco di argon.
La temperatura dell'arco varia da 2000 a 5000 gradi, a seconda della forza attuale. Ciò consente di fondere i bordi del metallo e collegarlo con una cucitura sottile. Per rafforzare il design, viene utilizzato un filo di riempimento, che viene alimentato dalla seconda mano del saldatore nel bagno di saldatura. Pertanto, è possibile aumentare l'altezza del rullo, dare alla giuntura una forma squamosa e persino eseguire superfici metalliche per le successive lavorazioni (scanalatura su un tornio, rettifica).
L'argon del gas inerte viene utilizzato per proteggere il bagno di saldatura dall'ambiente esterno. Viene fornito dal cilindro al bruciatore e sposta l'aria ordinaria. Ciò elimina la formazione di pori nella struttura della saldatura. La connessione è stretta e duratura. Parallelamente, il gas protettivo raffredda l'elettrodo di tungsteno e l'ugello in ceramica in modo che non si surriscaldino. Nella fase finale, quando l'arco si spegne, l'argon aiuta a solidificare la cucitura.
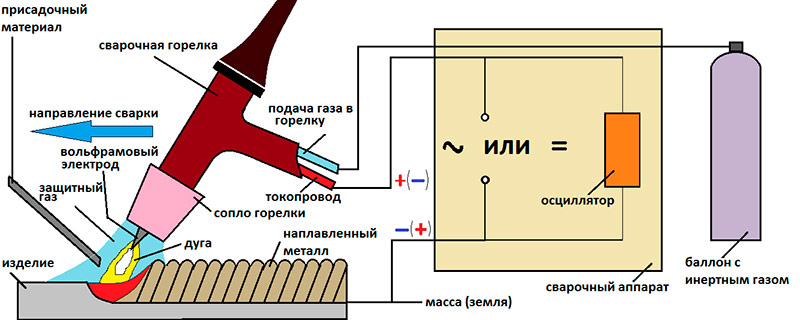
Schema del processo di saldatura ad arco di argon.
Pro e contro del metodo TIG
Il metodo TIG presenta chiari vantaggi rispetto ad altri metodi di saldatura, ma lavorare con una saldatrice ad argon presenta diversi svantaggi per i quali è necessario essere preparati quando si sceglie questo metodo di saldatura.

Vantaggi del metodo TIG
- il riscaldamento locale elimina le gravi deformazioni del prodotto;
- un sottile ago di tungsteno consente di creare cuciture strette e pulite;
- è possibile effettuare saldature con e senza additivo, influenzando l'altezza del rullo;
- la connessione si ottiene senza una crosta di scorie sulla parte superiore;
- nella maggior parte dei casi nessun successivo
- lavorazione;
acciaio inossidabile e metalli non ferrosi possono essere saldati; - le cuciture sono strette e resistono alle alte pressioni;
- nessun spruzzo di metallo che si attacca alla superficie.

Contro del metodo TIG
- la velocità di connessione è inferiore a MIG;
- il cappuccio del bruciatore interferisce con il lavoro in luoghi difficili da raggiungere;
- l'ugello in ceramica limita leggermente la visibilità del bagno di saldatura;
- la qualità della cucitura dipende dalle abilità dell'utente (immediatamente prendere e cucinare, poiché non si risolve in modo semi-automatico);
- è necessario alimentare costantemente l'additivo con la seconda mano e controllarne la lunghezza (durante la saldatura, la lunghezza del filo viene rapidamente ridotta e i pezzi lunghi sono scomodi da tenere tra le mani,
- mentre “camminano”);
- gli elettrodi di tungsteno sono più costosi di quelli rivestiti;
- costi aggiuntivi per argon;
- è impossibile saldare parti di una strada con forti venti (l'argon viene spazzato via e il bagno di saldatura rimane non protetto).
Come scegliere l'attrezzatura necessaria per il lavoro
Le attrezzature per la saldatura ad arco di argon dovrebbero essere selezionate in base alle attività imminenti e ai loro volumi. Altrimenti, puoi acquistare un'unità troppo debole o viceversa in eccesso per il potenziale che rimane inutilizzato. Innanzitutto, parliamo di scegliere una fonte corrente.
Come scegliere una saldatrice per la saldatura TIG
Una saldatrice ad argon è un inverter collegato a una rete a 220 o 380 V, che converte più volte corrente da alternata a diretta, aumentandone la frequenza. All'interno, vengono utilizzati diversi trasformatori, ponti a diodi e una tastiera. Tutto ciò contribuisce a un peso ridotto di 4-30 kg e una cucitura di alta qualità.
Se hai bisogno di una macchina per la saldatura in un garage, scegli un modello da 220 V. Per la produzione, è ottimale fino a 380 V. Un peso di 4-8 kg è utile quando si viaggia e si lavora in quota, nonché con strutture voluminose. Nell'uso stazionario, il peso non ha importanza. Prestare attenzione ai seguenti parametri e opzioni di equipaggiamento quando si sceglie un inverter per la saldatura ad argon.

Apparecchi di saldatura ad argon e attrezzatura necessaria.
Tipo di metallo e corrente di saldatura
L'inverter emette una corrente continua in uscita. Ciò consente un'eccellente saldatura di acciai neri, acciaio inossidabile, ghisa, rame e persino leghe di titanio.
Se la tua officina funziona solo con questi metalli, scegli un dispositivo argon con un valore DC.
Ma collegare l'alluminio e le sue leghe con un tale dispositivo non funzionerà. La difficoltà è un film di ossido, che ha un punto di fusione superiore a 2000 gradi, sebbene il metallo stesso diventi fluido dopo 660 gradi. Per la saldatura dell'alluminio è necessario un inverter universale CA / CC, che può essere commutato in corrente alternata. Per questo motivo, l'ossido sulla superficie viene facilmente distrutto e il metallo di base non viene bruciato dall'alta temperatura dell'arco.
Se hai una stazione di servizio o un'attività associata a contenitori di alluminio, cerca un apparecchio argon con la designazione AC / DC.
| Corrente continua | Corrente alternata |
|---|---|
| Diversi tipi di acciai | alluminio |
| Acciaio inossidabile | Leghe di magnesio |
| Ghisa | - |
| rame | - |
| Leghe di titanio | - |
Gamma corrente di saldatura
L'attuale intervallo di resistenza (A) determina lo spessore dei pezzi. Qui, entrambi gli indicatori superiore e inferiore sono importanti. Il valore medio calcolato è di 35 A per ogni 1 mm di spessore di metallo. Ad esempio, se si saldano tubi e profili la cui sezione della parete non supera i 2 mm, sarà sufficiente 70 A. Un apparecchio di argon con un valore massimo di 160 A coprirà tutti i requisiti di saldatura per pezzi con uno spessore fino a 4 mm. Quando è necessario unire pezzi di 5-7 mm con saldatura ad argon, scegliere un inverter con un massimo di 200-250 A.
Il valore minimo a cui è possibile ridurre la corrente influisce sulla capacità di saldare metalli sottili. Ad esempio, ci sono dispositivi di argon con una soglia inferiore di 5 A. Questo è sufficiente per preparare una latta con una sezione trasversale di 0,6 mm. I modelli con una velocità inferiore di 20-30 A non sono in grado di farlo.
| Tipo di metallo | Spessore del metallo mm | Tipo attuale | Corrente ¸ A |
|---|---|---|---|
| Leghe di acciaio | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| alluminio | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Modalità Pulse
La scelta di un apparato di argon con tale funzione è necessaria per una saldatura ancora migliore di metalli sottili. La modalità a impulsi prevede alternanza di corrente di saldatura e pausa. Ciò riduce l'apporto di calore, elimina completamente la deformazione e la deformazione del pezzo. È possibile regolare la frequenza di modifica degli impulsi, che determina la velocità di saldatura. Questa modalità è richiesta anche quando si combina l'alluminio, poiché un'alta corrente distrugge l'ossido e una diminuzione della potenza durante una pausa impedisce che il metallo di base venga bruciato.
Intensità d'uso (durata dell'inclusione)
In un altro modo, questo parametro è chiamato durata dell'inclusione ed è indicato in percentuale. Ad esempio, con un apparato di argon PV al 40%, funzioneranno 4 minuti su dieci. Se lo usi più spesso, si surriscalda e la protezione funzionerà. L'apparecchiatura si spegnerà forzatamente fino a quando non sarà completamente raffreddata. Quando ci sono molti processi preparatori nel lavoro, nella sverniciatura, nel taglio di pezzi grezzi, è sufficiente un PV del 40%. L'inverter avrà il tempo di raffreddarsi durante tali pause. Se il saldatore funziona continuamente e tutti i processi preparatori sono eseguiti da altri, è necessario un apparato più produttivo con un ciclo di lavoro dell'80 o del 100%. Quindi il lavoro non sarà inattivo.
Ma la durata di commutazione viene misurata alla corrente massima, quindi il modello è 300 A con un 60% di PV e se la corrente di saldatura viene ridotta a 200 A, il PV sarà del 100%. Quindi, quando si determina l'intensità di utilizzo, vale comunque la pena considerare quale corrente operativa è necessaria per le attività quotidiane.
Funzioni aggiuntive
Le saldatrici ad arco di argon possono essere dotate di alcune funzioni che facilitano il processo o aumentano la qualità della cucitura. Naturalmente, più ampie sono le capacità delle apparecchiature, più costoso è, quindi dovresti pensare a quanto ogni funzione è necessaria in un caso particolare.
Ecco i più comuni:
- Tempo di spurgo del gas. Nell'apparato, è possibile regolare il tempo di eliminazione preliminare e post con argon. All'inizio del processo, questo aiuta a rimuovere l'aria ambiente dalla zona di eccitazione dell'arco. Alla fine, questo aiuta a cristallizzare il bagno di saldatura e raffreddare l'elettrodo. Più a lungo si raffredda il metallo, ad esempio l'alluminio, più lunga dovrebbe essere la purga (fino a 7 s).
- Accensione ad alta frequenza. Qualsiasi inverter può essere dotato di una torcia per valvole in modo da poter eseguire la saldatura TIG. Ma per eccitare l'arco, è necessario toccare la punta dell'elettrodo sul prodotto a cui è collegata la massa. Nei modelli con accensione ad alta frequenza, viene utilizzato un oscillatore, che fornisce una tensione fino a 10 mm attraverso la tensione dell'aria. Questo aiuta a iniziare a saldare senza toccarlo, semplicemente sollevando la torcia. Ci sono meno segni sulla superficie del prodotto e l'elettrodo deve essere affilato meno spesso.
- Saldatura del cratere. Questa è una graduale diminuzione dell'ampiezza della corrente di saldatura, che aiuta ad eliminare un punto sul "blocco" della giuntura. Tale funzione è importante quando si saldano tubi e contenitori sott'acqua e altri liquidi, nonché quando si lavora con fogli sottili di 0,6-1,0 mm.
- Raffreddamento ad acqua. Nei dispositivi per la saldatura ad argon, è possibile installare una pompa che pompa l'antigelo attraverso il canale del cavo nel bruciatore. Ciò contribuisce alla rimozione accelerata del calore dall'ugello e dall'elettrodo in ceramica, prolungando il tempo di funzionamento continuo. La funzione è necessaria quando vengono utilizzate correnti elevate di 250-400 A ed è necessario il funzionamento continuo dell'apparecchiatura.
Attrezzatura aggiuntiva necessaria per il lavoro
Per la saldatura ad arco di argon, oltre alla fonte attuale, è necessario un cavo con una torcia. Molto spesso, viene fornito completo di attrezzature, ma con modelli premium EWM, Lincoln Electric e altri, può essere venduto separatamente.
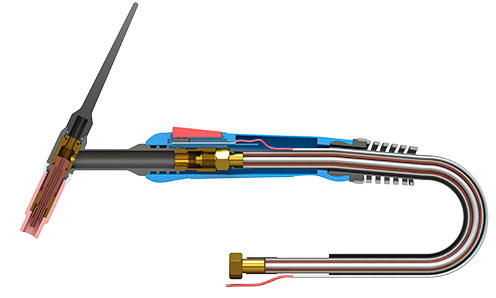
Cannello a sezione per saldatura ad arco di argon.
I bruciatori sono del tipo a valvola (l'alimentazione del gas viene aperta dalla valvola sul bruciatore) e con controllo a pulsante (premendo il pulsante sul bruciatore si avvia gas e corrente). La lunghezza del manicotto 2-5 m viene selezionata in base alla mobilità richiesta del saldatore e alle dimensioni delle strutture assemblate.

Torcia per saldatura ad arco di argon del tipo a valvola.

Torcia per saldatura ad arco di argon con controllo a pulsante.
Per la saldatura è necessaria una bombola di gas inerte. Se devi lavorare periodicamente, è sufficiente acquistare un cilindro da 10 litri, che non occupa molto spazio ed è facile da trasportare nel bagagliaio per il rifornimento di carburante. La stessa opzione è pratica quando si viaggia per lavoro. Con costante attività fissa in officina o nella produzione, viene scelto un grande cilindro da 150 litri.

Bombola di gas inerte per saldatura ad arco di argon.
Il cilindro necessita di un riduttore con manometri di alta e bassa pressione, nonché di un tubo flessibile che collega il cilindro all'inverter. Usando un manometro ad alta pressione, il saldatore controlla il resto del gas e con uno basso imposta la portata di argon nel bruciatore.

Riduttore e tubo flessibile del manometro.
Per la saldatura sono necessari elettrodi di tungsteno. Vengono con una punta blu, dorata, rossa o verde per diversi tipi di metalli. Il più versatile è il colore blu della punta. Il diametro dell'elettrodo 1,6-4,0 mm viene selezionato in base ai requisiti per la larghezza della giuntura, la profondità di fusione e la massima resistenza di corrente.

Elettrodi per saldatura ad arco di argon.
La saldatura all'argon può essere eseguita senza additivi, se le parti sono strettamente montate insieme e la struttura non ha un forte carico meccanico. In altri casi, viene utilizzato il filo di riempimento dello stesso materiale del metallo principale da saldare.

Filo di riempimento per saldatura ad arco di argon.
Video. Cos'è la saldatura ad argon e come scegliere un dispositivo per la saldatura ad arco di argon
Le migliori saldatrici ad argon
Dopo aver considerato i criteri per la scelta dell'attrezzatura per la saldatura all'argon, passeremo ai modelli specifici che hanno ricevuto recensioni positive dai saldatori.
Le migliori saldatrici ad arco in argon DC
Per saldare metalli ferrosi, acciaio inossidabile e rame, vengono utilizzati inverter che producono corrente continua. Ecco una classifica dei migliori modelli di questa categoria.
RESANTA SAI-230 HELL (TIG, MMA)
Al primo posto c'è l'inverter Resanta SAI-230. L'apparato argon è in grado di funzionare da una rete 170-242 V e produce una corrente continua di 10-230 A. Alla massima prestazione, il tempo di funzionamento è del 70%, il che gli consente di essere utilizzato non solo per esigenze domestiche. Oltre alla saldatura TIG, l'apparecchiatura supporta la modalità MMA, per la quale è presente un interruttore sul pannello anteriore. Ciò è conveniente quando è necessario alternare saldature e tagli argon accurati con elettrodi rivestiti. Il modello pesa 11 kg. Sono forniti una torcia e un cavo di terra. Il produttore rilascia una garanzia di 2 anni su di esso.

Pro RESAI SAI-230 HELL (TIG, MMA)
- Alta potenza 230 A per penetrazione di 6 mm.
- Tracolla per il trasporto.
- Accensione senza contatto quando si utilizza un bruciatore con un oscillatore (è presente un connettore per il collegamento del controllo dal bruciatore);
- La corrente scende a 10 A per la saldatura di materiale in lamiera 0,8 mm.
- L'involucro di ferro resiste a lungo alle difficili condizioni di costruzione.
- Prezzo interessante.
- Connettori affidabili.
Contro RESAUT SAI-230 HELL (TIG, MMA)
- Non c'è display per il controllo visivo delle impostazioni.
- Smontare a lungo l'alloggiamento per far esplodere la polvere.
- Non esiste una maniglia rigida per riorganizzare il dispositivo in posizione.
- Quando si lavora in una stanza umida, i transistor si deteriorano rapidamente.
- A giudicare dalle recensioni, i saldatori non hanno abbastanza lunghezze di cavo.
Conclusione. Questo dispositivo per la saldatura ad arco di argon si distingue per la presenza di una seconda "torsione" per la regolazione dell'induttanza dell'arco. Ciò consente di controllare la profondità di penetrazione e l'altezza della gamba di saldatura. La funzione è utile per saldare strutture critiche, in particolare angoli e giunti a T.
Svarog REAL TIG 200 W223
Ulteriore nella valutazione è un inverter argon di Svarog. Il dispositivo è realizzato in una custodia di ferro e ha un display per la regolazione fine della forza attuale.I connettori sul pannello frontale sono progettati per il collegamento di una torcia con controllo a pulsante dell'alimentazione di gas e tensione. Un interruttore a levetta separato, è possibile selezionare la modalità MMA o TIG. L'inverter è in grado di funzionare da una rete con un indicatore ridotto di 160 V. L'intervallo di regolazione della corrente di saldatura è 10-200 A. Al massimo, il PV è del 60%. L'apparecchiatura pesa 7 kg e ha dimensioni di 42x16x31 cm e viene fornito il raffreddamento ad aria. Il modello supporta il lavoro con elettrodi da 1,6-3,2 mm di diametro.

Pro Svarog REAL TIG 200 W223
- C'è uno schermo digitale per un'impostazione precisa del numero di ampere.
- Gli angoli metallici del corpo sono ricoperti di gomma.
- Progettato per collegare un bruciatore con controllo completo del pulsante.
- C'è una maniglia per muoversi sul posto.
- Le dimensioni compatte di 42x16x31 cm semplificano il trasporto e lo stoccaggio.
- La bassa potenza 4,83 kW consente la saldatura ad argon da un generatore di gas.
- Tensione di circuito aperto sicura 56 V.
- Nessun spruzzo durante la saldatura.
Contro Svarog REAL TIG 200 W223
- Il pulsante di accensione è visualizzato nella parte posteriore, il che non è conveniente per tutti i saldatori.
- Le funzioni “Hot start” e “Anti-stick” in modalità MMA non funzionano in pratica (solo una mossa di marketing).
- Non vi è alcuna regolazione della fornitura preliminare di gas.
- Bruciatore fragile nell'aspetto.
Conclusione. Questa saldatrice ad arco di argon si distingue per la presenza della regolazione del tempo di spurgo post-gas. La funzione è utile quando si lavora con ghisa e rame per garantire un raffreddamento graduale e prevenire la reazione con il carbonio, che crea pori. L'intervallo di spurgo è regolabile da 2 a 10 secondi. Il produttore offre anche una garanzia di 5 anni su questo dispositivo, che gli utenti apprezzano nelle recensioni.
Quattro Elementi B 225 (TIG, MMA)
Questa categoria è completata da prodotti del produttore italiano. La saldatrice ad argon è progettata per collegare metalli fino a 6 mm di spessore. Ha un intervallo di corrente di funzionamento di 10-225 A. Se collegato a una rete, consuma 7,8 kW. È consentito l'uso di elettrodi da 1,6-5,0 mm. È possibile passare alla modalità MMA, che è integrata dalle funzioni di "Anti-stick" e "Hot start". Qui il tempo di accensione è dell'80%, ma se riduci la potenza attuale da 225 a 180 A, l'indicatore diventa 100%. Per l'alimentazione, una tensione di 170-260 V.

Pro di Quattro Elementi B 225 (TIG, MMA)
- Ci sono anelli per attaccare una tracolla.
- Due modalità MMA e
- Schermo digitale per un'impostazione attuale accurata.
- Modalità di commutazione pulsante a sfioramento.
- L'amperaggio può essere ridotto a 10 per saldare la lamiera 0,6-1,0 mm.
- Con una potenza attuale di 180 A, il PV è del 100%.
- Se la tensione cala, la cottura "a due" funzionerà comunque.
- Tutti i parametri corrispondono a quelli dichiarati.
Contro Quattro Elementi B 225 (TIG, MMA)
- Tira molta polvere nel corpo.
- Sono disponibili solo bruciatori per valvole.
- Il pulsante di accensione si trova sul retro.
- È necessario acquistare un bruciatore ad argon: sono inclusi solo il cavo e il supporto per RDS.
Conclusione. Sebbene questo inverter sia in grado di cucinare l'argon solo con una torcia a valvola, è particolarmente facile toccare l'arco, poiché la tensione a circuito aperto è di 85 V. Il dispositivo Argon è inoltre assegnato con un peso di 5,5 kg, il che lo rende più adatto per essere indossato sulla spalla durante lavori ad alta quota o saldatura lungo una lunga costruzione.
Il miglior apparecchio universale per la saldatura ad arco di argon DC / AC
Se devi periodicamente saldare l'alluminio, scegli i dispositivi con la possibilità di passare dalla corrente continua alla corrente alternata. Tale funzione è indicata nel nome dalla designazione AC / DC. Ecco i migliori modelli in questa categoria.
Aurora PRO INTER TIG 200 AC / DC PULSE
Questo è un apparecchio argon cinese con assemblaggio di alta qualità. Il modello è alimentato da una rete monofase e produce 5-200 A. È dotato di cavi con una sezione DX50. La tensione a circuito aperto è di 44 V. C'è raffreddamento ad aria. Il PV al massimo raggiunge il 60%. Il dispositivo può funzionare a una temperatura ambiente compresa tra -20 e +50 gradi.Tutti i collegamenti elettrici sono realizzati con classe di isolamento F. Come opzione, è possibile collegare il telecomando.

Pro Aurora PRO INTER TIG 200 AC / DC PULSE
- Alloggiamento di grandi dimensioni con numerosi fori di raffreddamento.
- Assemblaggio di alta qualità.
- Cucina bene acciaio inossidabile e rame.
- Non c'è quasi nessun assorbimento della tensione di rete.
- Ci sono due maniglie rigide per il trasporto.
- Numerose impostazioni per aumentare e fluttuare la forza attuale.
- Basso carico sulla rete 4,5 kW.
- Accensione senza contatto dell'elettrodo.
Contro Aurora PRO INTER TIG 200 AC / DC PULSE
- Per modificare il peso di 20 kg, è necessario uno sforzo.
- Non è sempre facile trovare un posto in un piccolo garage
- In modalità MMA, il postcombustore non funziona.
- Tutte le funzioni aggiuntive non vengono visualizzate sullo schermo - regolazione cieca.
- Incluso un solo tappo del bruciatore.
- Nessuna funzione di fermentazione del cratere.
Conclusione. L'inverter per la saldatura ad argon è notevole per la presenza della modalità 4T. Ciò consente di attivare la saldatura e di non tenere premuto il pulsante sulla torcia. La modalità è pratica per lunghe cuciture durante la saldatura di flange o contenitori di produzione. Un altro produttore fornisce un bruciatore con un pacchetto di tubi da 4 m, utile quando si creano strutture di grandi dimensioni. La funzione a impulsi aiuta a collegare sottili fogli di acciaio inossidabile e alluminio senza deformazioni.
BRIMA TIG-200P AC / DC
Un altro prodotto degno da un produttore tedesco. Il dispositivo argon è assemblato in Cina, ma a giudicare dalle recensioni, è semplice e affidabile come un fucile d'assalto AK-47. L'inverter genera una potenza di corrente di 10-200 A, consumando 5 kW. Adatto per il collegamento a una rete monofase. Il PV alla massima corrente raggiunge il 60%. Il modello professionale è raffreddato ad aria. Al minimo - 56 V. È dotato di un bruciatore con un elettrodo di tungsteno e accensione senza contatto.

Pro di BRIMA TIG-200P AC / DC
- Connettori per bruciatori professionali con accensione senza contatto.
- Manici resistenti.
- Display digitale.
- Protezione da sovraccarico e surriscaldamento.
- Supporta due modalità di saldatura TIG e MMA.
- Ci sono impostazioni per la formazione dell'arco.
- Basso carico sulla rete di 5 kW.
- A basso rumore.
Contro BRIMA TIG-200P AC / DC
- Il peso di 25 kg rende difficile il trasporto.
- Grandi dimensioni 50x35x36 cm.
- Se la protezione ha funzionato, non si accenderà per 30 minuti (tutti i lavori si fermano).
- Terminale di terra debole - può bruciarsi dopo 2 mesi di utilizzo attivo.
- Cavo "negativo" lungo 2 m.
Conclusione. Questo inverter ha ampie opzioni di personalizzazione che sono utili per un saldatore professionista in un'officina o un'officina. Il tempo di prelavaggio del gas è impostato da 0 a 2 s. Postgas può durare da 2 a 10 s. Il saldatore sceglie la lunghezza e la frequenza dell'impulso. Al termine della saldatura, è possibile selezionare un valore per ridurre la corrente di 10 A per evitare una fistola nel "blocco". Tutto ciò è adatto per la produzione di strutture critiche, che successivamente superano persino l'ispezione da parte di un rilevatore di difetti.
Caratteristiche di saldatura di vari metalli
Quando si esegue la saldatura con argon di qualsiasi materiale, è necessario imparare alcune regole. Lo spazio tra l'elettrodo e la superficie deve essere di 2-5 mm. Tenere il bruciatore ad un angolo di 45 gradi. Di solito si tiene con la mano destra e il filo di riempimento viene servito con la sinistra. Non toccare l'estremità dell'ago con l'additivo: l'elettrodo si sporcherà, l'arco si deteriorerà, il tungsteno può ionizzare nel bagno di saldatura. L'additivo viene fornito per soddisfare il bruciatore. La cucitura formata deve essere lasciata indietro e il gas caldo deve fuoriuscire dai lati non ancora collegati del pezzo.
Quando si saldano alcuni metalli, ci sono regole aggiuntive che un novizio argonder dovrebbe conoscere.
alluminio
Qui la barriera è un ossido refrattario in cima. Per distruggerlo, utilizzare corrente alternata di polarità inversa. Ciò contribuisce al riscaldamento della superficie senza surriscaldamento dell'elettrodo. La tensione alternata alterna il processo, impedendo che il pezzo venga eccessivamente fuso per formare un esaurimento. La funzione di impulso o doppia funzione di impulso è particolarmente utile, da cui le cuciture diventeranno ancora migliori.
| Lo spessore del pezzo, mm | Il diametro dell'elettrodo di tungsteno, mm | Diametro barra, mm | Forza attuale, A |
|---|---|---|---|
| 1-2 | 2 | 1-2 | 50-70 |
| 4-6 | 3 | 2-3 | 100-130 |
| 4-6 | 4 | 3 | 160-180 |
| 6-10 | 5 | 3-4 | 220-300 |
| 11-15 | 6 | 4 | 280-360 |
rame
Allo stato liquido, reagisce con l'idrogeno, che porta alla formazione di grandi pori. Qui è possibile utilizzare corrente continua o alternata, ma solo con polarità inversa. Si raccomanda inoltre di aumentare il flusso di argon da 1,5 a 2 litri al minuto. In questo caso, non è necessario il filo di riempimento, poiché il metallo è fluido e i bordi si fondono abbastanza da formare un giunto forte. Invece di un elettrodo di tungsteno, vale la pena usarne uno di grafite, classificato anche come non consumabile.
| Tipo di elettrodo | Lo spessore del pezzo, mm | Diametro di un elettrodo, mm | Forza attuale, A | Lunghezza dell'arco, mm |
|---|---|---|---|---|
| grafite | 2 | 6 | 125-200 | 5-8 |
| 5 | 8 | 200-350 | 10-15 | |
| 8 | 10 | 300-450 | 15-20 | |
| 13 | 15 | 450-700 | 25-30 | |
| coperto | 2 | 2-3 | 100-120 | - |
| 3 | 3-4 | 120-160 | - | |
| 4 | 4-5 | 160-200 | - | |
| 5 | 5-6 | 240-300 | - | |
| 6 | 6-7 | 260-340 | - | |
| 8 | 7-8 | 380-400 | - | |
| 10 | 7-8 | 400-420 | - |
titano
Materiale attivo che reagisce con l'aria ambiente. La saldatura viene eseguita su una maggiore alimentazione di argon per proteggere il bagno di saldatura. A differenza del rame e dell'alluminio, il titanio ha una bassa conducibilità termica. Per garantire una connessione affidabile dei lati, i bordi della cucitura dovranno essere rinforzati con cuciture aggiuntive. Quando si lavora con pezzi di spessore superiore a 1,5 mm, viene utilizzato un filo di riempimento in titanio.
| Lo spessore del pezzo, mm | Diametro di un elettrodo, mm | Diametro filo, mm | Forza attuale, A |
|---|---|---|---|
| 0,3-0,7 | 1,6 | - | 40 |
| 0,8-1,2 | 1,6 | - | 60-80 |
| 1,5-2,0 | 2 | 2,0-2,5 | 80-120 |
| 2,5-3,5 | 3 | 2,0-2,5 | 150-200 |
Ora, dopo aver studiato le caratteristiche della scelta dei dispositivi per la saldatura ad arco di argon e considerando la valutazione dei migliori modelli, è possibile scegliere un inverter per svolgere le proprie attività in un'officina privata o in produzione.








