Változatos fajták és szabályok a sarokcsiszoló gyémántlapáinak kiválasztására
A gyémánt darabolótárcsáknak, vagy, amint ezeket más néven gyémánt kerekeknek is vannak, számos előnye van a hagyományos csiszolótárcsákkal szemben. Jelentősen nagyobb mutatókkal rendelkeznek az erőforrás, a vágási pontosság és a termelékenység szempontjából. Ezután megvizsgáljuk, hogyan válasszunk gyémántkorongot egy darálóhoz, milyen típusú lemezek léteznek, és mi az előnyeik.

Tartalom:
Bemutatjuk a gyémánt vágókorongokat
A víz nélküli gyémántvágó kerekeket először a Sanitao Diamond Tools japán cég tervezőirodájában hozták létre, amely a Hitachi Corporation szerkezeti részlege.
Számos technológiát használtak először, tehát a körök nem voltak elég megbízhatóak és gyorsan kudarcot valósítottak meg. Például a gyémántokat és a daraboló részt acél alaphoz erősítették magas hőmérsékletű forrasztással. A folyamat során, amikor nagy súrlódási erő jelentkezett, a fém melegült, a forrasztóanyag megolvadt és a munkadarab egyszerűen leesett. Vízhűtéssel az ilyen körök többé-kevésbé toleránsan működtek, de száraz súrlódással erőforrásuk kevés volt.
A helyzet az, hogy a gyémánt nem vágja le az anyagot, hanem porként elbontja azt. A nagy súrlódási erőket gyors melegítés kíséri - a hőnek nincs ideje eltávolítani a kör testét, emellett a speciális rések jelenléte ellenére a kör deformálódik hevítéskor. Az alakváltozások csekélyek és nem veszélyeztetik a pusztulást, ám negatívan befolyásolják az ízület szilárdságát.

A Sankyo Diamond mérnökei más megoldásokat is javasoltak - a munkadarab és az alap nagy nyomás alatt történő szinterelését. Egy ilyen csatlakozás tartósabban áll, és ellenáll a lényegesen magasabb hőmérsékleteknek. Így szegmentált és szilárd lemezeket lehetett létrehozni, amelyek ellenálltak hevítésnek és deformációnak. A technológiát továbbra is használják.
A második megoldás a lézerhegesztés molekuláris szinten. E technológia szerint csak szegmentált típusú köröket állítanak elő. Mindkét lemez erőssége és megbízhatósága szinte azonos, bár sok szakember szerint a lézerrel készített lemezek jobbak.
A vágó gyémánt kés működési elve
A legtöbb gyémántlapátot 12 000 fordulat / perc sebességű sarokcsiszolókon használják. A legjobb köröknek a maximális fordulatszáma 13 900 fordulat / perc, amelyeken a legjobb körök elviselhetők, de nincs túl sok szerszám, amely képes vágáshoz kifejleszteni őket.
Csak a gyémánt érintkezik a kezelendő felülettel - kinyúlik a felni felületén, és forgatás közben az anyagot finom porrá kopja le. A vágóél többrétegű felépítése biztosítja a penge állandó munkaképességét - a koptató vagy a foglalatból kiszabaduló gyémántok helyébe olyanak kerülnek, amelyek a felni alsó rétegében vannak.
A hőt a hajtómű testén távolítják el, mindazonáltal ez melegszik fel elég magas hőmérsékleten, ami megköveteli a száraz vágás bizonyos biztonsági szabályainak betartását.
A kerék hosszú élettartama és hatékonysága a gyémánt méretétől függ. A nagyok biztosítják a munka hatékonyságát, de gyorsan elhasználódnak, a kicsik nagyon pontosan, de lassabban vágnak, élettartamuk 25-30% -kal hosszabb, mint egy nagy frakciójú kristályos műszernél.

Vágó gyémánt tárcsa kialakítása
Szerkezetileg a gyémánttárcsa egy acél kör, amelynek vágó része és rései a teljes területen vannak, amelyek hozzájárulnak a hőeloszláshoz és csökkentik az alakváltozási stresszt.A gyémántok a lemez széle mentén vannak metszetve. A perembe nikkel, cink, kobalt és ón ötvözeteiből helyezik őket be. Legfeljebb 80 m / s lineáris sebességgel és hatalmas súrlódási erőkkel a rögzítésnek rendkívül tartósnak kell lennie, amit speciális technológiákkal lehet elérni.
Annak biztosítása érdekében, hogy a daraboló rész nagy rakományok alatt tartható legyen, lézerhegesztéssel, szinterezéssel, galvanikus módszerrel vagy forrasztással rögzíthetők. A forrasztást csak vízsugaras vágókorongokon használják.
A gyémánt rögzítésének módjától függően meghatározzák a korong célját. A horganyzott gyémántokat lágy természetes kőfajtákkal való együttműködésre tervezték, amelyeket lézeres hegesztéssel és szinterezéssel dolgoztak fel, különösen szegmentálva - minden típusú szilárd anyaghoz, száraz és "nedves" módon.
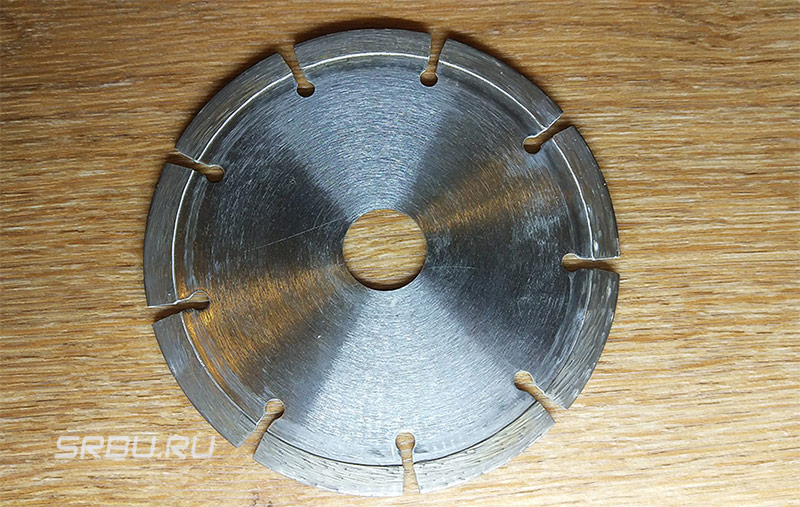
A lyukak és rések szigorúan szimmetrikusak, és a gyémántok tömege átmérővel ellentétes irányban van kiegyensúlyozva. Ez kiküszöböli a korong rezgését és „kifutását”, és biztosítja az egyenletes vágást. De a köröket száraz vágáshoz csak egyenes vágáshoz használhatja - ívelt úttal a korong nemcsak elveszíti a gyémántokat, hanem összeomlik is. Az ilyen típusú szerszám nagyon érzékeny az oldalirányú terhelésekre.

1. Csillapító rések. 2. A vágó réteg. 3. Leszállási lyuk. 4. Acél korong.
Gyémánt pengék fajtái
A gyémánt darabolótárcsák bizonyos különbségeket mutatnak a tervezés és a gyártási technológia szempontjából.
A gyémánt pengék típusai szerkezetük szerint
Szerkezetük szerint a száraz darabolótárcsák fel vannak osztva:
- szilárd;
- szegmentált
- turbo;
- turbosegmentirovannye.
Szilárd gyémánt pengék. Folyamatos vágószalaggal van ellátva egy kör körül, amelyben a mesterséges gyémántok több sorban vannak átlapolva. Kerámia és más anyagok vágására, ahol a vágás pontossága a fő paraméter, a tömör szegélyű körök előnyösek.

Szegmentált gyémánt pengék.A szegmentált metszeteket sugárirányú résekkel osztják több azonos méretű munkaszakaszra, ellenállnak a mechanikai és termikus terheléseknek, és gyakran használják őket, mint a szilárd részeket, bár ezek valamivel drágábbak. Hatékonyabbak, mint szilárdok, de az utólagos vágás nem olyan pontos. A betonszerkezetek durva vágására használják őket.

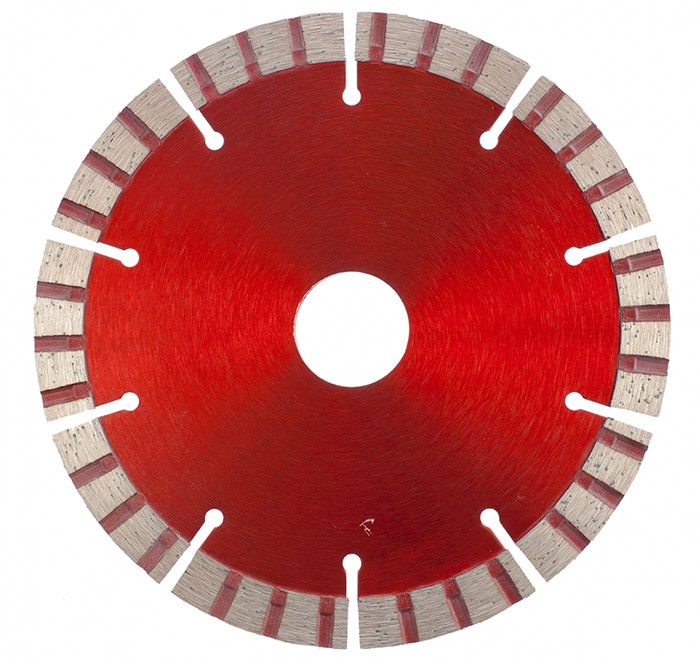
Gyémánt kerekek turbo.A turbótárcsákat megkülönbözteti egy ferde (és nem csak) bevágás a keréktárcsa oldalán. Kismértékben növeli a kerék mechanikai szilárdságát, és jelentősen növeli a hőelvezetés intenzitását, amely lehetővé teszi a vágás felgyorsítását 50 és 100% között. A szegmentált tárcsákhoz hasonlóan a turbók is alkalmasak bármilyen ásványi anyag gyors darabolására, széles keménységű - homokkőtől betonig és gránitig.

Turbószegmentált gyémánt pengék.Még eredményesebbek azok a körök, amelyek „turbó” oldalsó bemélyedéssel vannak szegmensekre osztva. Nagy teljesítmény és sokoldalúság jellemzi őket.
A gyémántok tárcsahelyének különbsége
A mesterséges gyémánt bizonyos sorrendben rögzítve van a munka felnihez. Vannak körök, amelyek egyenletes eloszlásúak, amikor a kiválasztott hosszúság- vagy szegmensek bármelyikében azonos számú kristály van.
Vannak olyan körök, amelyekbe a gyémántokat egy bizonyos időtartamra helyezik el (az úgynevezett szendvics). Ezek termelékenyebbek, kevesebb erőfeszítést tesznek a szerszámmal, hatékonyabban hűtik és egyenletesebben osztják el az erőfeszítéseket.
Gyémánt pengék száraz és nedves vágáshoz
A vágási módszer szerint a gyémánt pengéket körökre osztják a száraz és nedves vágáshoz. Az előbbiek pontos vágást biztosítanak, és „tisztábbak” működésükben, de porszívó eszközök használatát igénylik - vágáskor nagyon kicsi szilárd anyag részecskék képződnek, amelyek irritálják a szemet és a légutakat. A vízhűtéses kerekek állandó folyadékárammal működnek, amely megköti és kiöblíti a port, de ezeket nem mindig lehet használni. Ennek oka a hidraulikus rendszer némiképp ömlesztett része és a megereszkedés kialakulása.
A száraz vágókerekek vízhűtéses gépekben is használhatók, de a nedves vágókorongok nem használhatók hűtés nélkül - túlmelegednek és gyorsan összeomlanak.
Hogyan válasszuk ki a gyémántkorongot a darálóhoz
A gyémántkorong kiválasztásakor figyelembe kell vennie az anyag típusát, amelyhez a lemezt szánja, méretét, leszállási átmérőjét és a tárcsa forgási sebességét.
Anyag, amelyen dolgozni kell
A legtöbb gyémántkereket úgy tervezték, hogy nemfémes anyagokkal dolgozzon. Leggyakrabban beton, kerámia, üveg, tégla és aszfalt vágására használják. De számos olyan lemez van kialakítva, amelyek különböző keménységű fémek vágására szolgálnak. Vásárláskor ne felejtse el, hogy a különféle gyémántpengéket különféle anyagokkal való együttműködésre tervezték. Vannak olyan lemezek, amelyek betonnal, kerámialapokkal, márvány, gránit, homokkő, kő és aszfalt kezelésére készültek.
Van egy bizonyos szabály a lemez megválasztására - puha anyagok esetében a gyémántok kemény pántokkal ellátott köröket, a puha anyagú kemény anyagok esetében pedig a köröket kell kiválasztani. Ezt a kör peremén elhelyezkedő mesterséges gyémántok kopásának mértéke határozza meg.
Kemény anyagok vágásakor gyorsabban elhasználódnak, és a következők meglehetősen puha vágószalaggal kerülnek ki a helyükről. A lágy anyagoknak viszont kevés hatása van a gyémántra, annak a helyén maradjon, amíg csak lehetséges, amely szilárd anyagot képez, amelyben az ásvány átfedik.
Ezen felül különféle mesterséges gyémántokat használnak a különböző körökben.
Kétféle gyémántot gyártanak iparilag:
- Monokristályos, a helyes forma egy térbeli struktúráját képviseli;
- Polikristályos, több kisebb monokristályból áll, amelyek egymáshoz szorosan kapcsolódnak.
Az előbbiek nagyon tartósak és kemény anyagok és fémek vágására használhatók, az utóbbi megsemmisülhet velük való érintkezéskor, ezért viszonylag puha anyagokhoz tervezett olcsóbb szerszámokon használják.

Gyémántpengék méretei
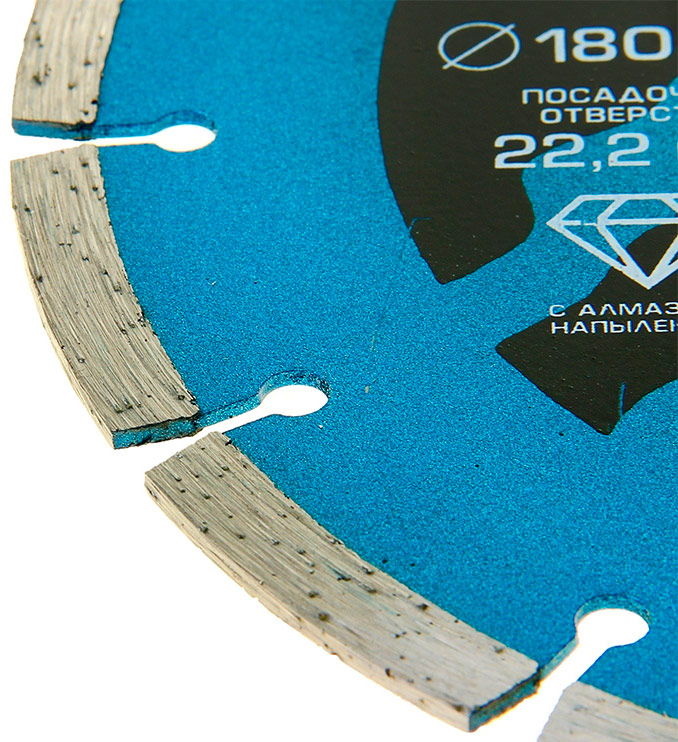
A maximális vágási mélység és bizonyos esetekben a munka sebessége a lemez méretétől függ. A fő átmérő 115, 125, 180 és 230 mm, ami megfelel a leggyakoribb márkák sarokcsiszolóinak csiszolókorongjainak. Különböző típusú gyémántkorongok találhatók 150, 300 és annál nagyobb átmérővel. Nagy átmérőjű erőteljes vágógépekre - gázvágókra, helyhez kötött vágógépekre stb.
A lemezek leggyakoribb rögzítőfuratai 22,2 mm vagy 25,4 mm lehetnek. Csak olyan lemezt vásároljon, amilyet az eszköz tervezett.
Soha ne telepítsen egy nagy lemezt egy darálóba, amelyet kisebb lemezekkel való együttműködésre terveztek, miután korábban eltávolította a védőburkolatot. Ez nagyon veszélyes, mivel ha megsemmisít egy fémlemezt, végzetes károsodást okozhat egészségében. Ha van ilyen ötlete, keresse meg az interneten egy fényképet a védőburkolat nélküli gyémánttárcsával végzett munka következményeiről, és örökké úgy érzi, mintha védelem nélkül dolgozna.
A lemez forgási sebessége
A lemezeken a maximális fordulatszám és a lineáris sebesség is meg van jelölve. Ha szerszámának képességei meghaladják a korong jellemzőit, akkor nem teheti meg - a centrifugális erők egyszerűen széttépik.
A megoldás folyamatában felmerült problémák és módszerek
1. Mint már említettük, a gyémánt pengéket kizárólag egyenes vágásokhoz tervezték. A vágási sebességet és az előtolási erőt úgy kell beállítani, hogy a munkaterület ne melegszik túl. 700 fok feletti hőmérsékleten 0Mivel a mesterséges gyémántokat grafitizálják, és jelentős százalékban veszítik el az erejét.
A lemezkészlet egyszerű módon növelhető - rendszeresen távolítsa el a darabolásból a sarokcsiszoló motorjának kikapcsolása nélkül. A bejövő légáram lehűti a lemezt, és enyhíti a központi rész és a munkaterület közötti hőhatást.
A lemez élettartamának növelésének másik módja az, hogy nem vág el egy mágneses mélyet egy lépéssel. Jobb, ha egymás után sétálunk egy pályán.Ez kissé növeli a működési időt, de a szerszám élettartama kétszer olyan hosszú lesz.

2. A munka során felmerült egyik fő probléma a munkaterület gyors kopása. Mindenekelőtt ennek oka a szerszám helytelen kiválasztása, a túl nagy előtolási (szorító) sebesség vagy a sarokcsiszoló hajtásának állapota. Ha verés történik benne, akkor a korong élettartama jelentősen lecsökken, egyes esetekben, különösen nagy rezgési amplitúdókkal, megsemmisülhet, ami nagyon veszélyes.
Ha a penge oldala a vágóél alatt kopik, ez azt jelenti, hogy megsértették az előtolást, vagy hajtási hiba történt, amely oldalsó kifutást idéz elő.
3. Amikor a szegmensek tompulnak, cserélni kell a lemezt - ez nem alkalmas erre az anyagra. Ha a lemezt helyesen választotta, de van még ilyen kép - a lemezt gyakrabban kell lehűteni. A túl sok terhelés miatt túlmelegedhet. Ugyanezek az okok a korong alapjának elszíneződéséhez vezetnek - kékes árnyalat jelenik meg az acél körön.
4. Ha repedések jelennek meg a lemezen, azonnal cserélje ki. Az anyag megsértése vagy a túl intenzív munka esetén a lemez repedhet. Ezek a hibák gyakran megjelennek a vágás elakadása vagy torzítás után. A probléma elkerülése érdekében ellenőrizze a lemezt használat előtt és időszakosan működés közben az eszköz leállításával.
5. Nem szabad gyémántkoronggal dolgozni, ha a sarokcsiszoló vagy más szerszám hibás - oldalirányú és radiális kifutások, egyenetlen forgás, forgási sebesség ellenőrizetlen növekedése vagy csökkenése fordul elő. Ebben az esetben a szerszámot javításra kell visszaküldeni, vagy újat kell vásárolni.
A gyémánt penge élettartamának növelése érdekében számos egyszerű szabályt kell követnie:
- használjon nagy átmérőjű köröket, ezáltal csökkentve a kristályok terhelését;
- A sarokcsiszolót vagy más szerszámot a lehető leghatékonyabban kell kiválasztani, ez biztosítja a fordulatok stabilitását;
- válassza ki a megfelelő lemezt az anyagnak megfelelően;
- Ne lépje túl a megengedett sebességet.
Gyémánt pengékkel végzett munkákhoz kesztyűre, védőszemüvegre és légzőkészülékre van szükség.


