Elektromos olló fémhez: minden olyan, mint az óramű
A fémlemez darabolása kézi ollóval vagy darálóval nehéz, munkaigényes és traumatikus folyamat, ám a legnagyobb nehézségek a hullámosított és formájú fémtermékek feldolgozásakor jelentkeznek. És ha hozzáférhetetlen helyen is vannak, akkor szinte lehetetlen bármilyen műveletet végrehajtani. Probléma nélkül az elektromos fém olló segít megbirkózni minden feladatban. Ez a cikk megmutatja, hogyan vannak, hogyan különböznek egymástól, hogyan működnek, és mit kell figyelembe vennie az eszköz kiválasztásakor.

Tartalom:
A fém ollók tervezési jellemzői
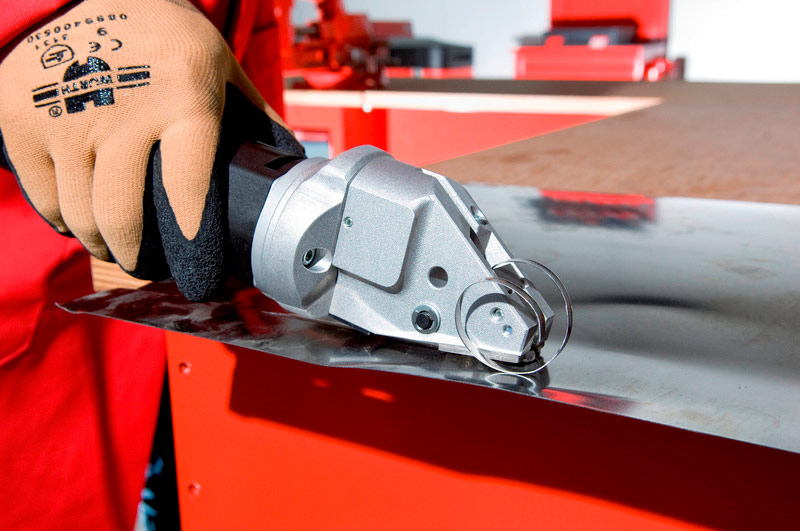
Külsőleg a fémhez használt elektromos olló kis sarokcsiszolóhoz (darálóhoz) hasonlít. A kompakt modelleknek keskeny, hosszúkás alakú tokjuk van, amely kényelmesen a kézbe helyezhető. A nagyobb és erősebb lehetőségeket nehezebb megfogni a tenyerével, tehát távoli fogantyúval vannak felszerelve. Az elektromos olló testének gyártásához ütésálló szerkezeti ABS műanyagot használnak.

1. Többlépcsős felszerelés;
2. Munkaegység;
3. Védő lemez;
4. Műanyag tok beépített elektromos motorral;
5. Elektromos kábel.
A műanyag szerszámtest belsejében egy villanymotor, elülső részében egy többlépcsős sebességváltó található egy fémházban. Ebben az egységben az orsó forgásmozgása ellentétes irányúvá válik, amelynek eredményeként a vágóberendezés meghajtásra kerül. A munkaegység kézi mechanikus szerszám elvén működik: a statikus és a mozgatható elemeket is tartalmazza, amikor köztük haladnak, a fémlemezt vágják.
A fém elektromos ollója különbözik az anyag deformációjától - vannak késmodellek, amelyek a vászont vágják, mint például háztartási olló, hasított gépek és lyukasztógépek, amelyek munkájukhoz hasonlóan lyukasztó jellegűek.
Különböző típusú fémből készült elektromos ollók munkatestei:
lap

NSH

bevágás

A fém ollóinak előnyei
Később beszélünk az elektromos ollók speciális módosításainak funkcionális tulajdonságairól, de most szeretnék számolni az összes ezen eszköz előnyeivel. Tehát:
- A fém kézi ollóval összehasonlítva a készülék nem igényel különösebb fizikai erőfeszítést, mert a vágás vagy a darabolás folyamata automatikusan megtörténik;
- ugyanezen okból a termelékenység jelentősen növekszik;
- a fémhez használt elektromos ollók meglehetősen vastag (legfeljebb 5 mm) fém elemek vágására, valamint színesfém ötvözetekkel, polimerekkel és kompozit anyagokkal való megmunkálásra használhatók, amelyek feldolgozása természetesen nem lehetséges kézi szerszámokkal;
- nemcsak a sima fémlemez, hanem a profiltermékek (például fémcsempe, hullámkarton stb.) is könnyen vághatók ilyen típusú szerszámmal;
- az elektromos ollók ergonómikus kialakítása lehetővé teszi összetett ívelt alkatrészek gyártását, ideértve a és sablonok segítségével;
- az éles vágóelemnek és a nagy sebességnek köszönhetően a vágás pontos és tiszta;
- a darabolás során a munkadarab nem deformálódik vagy sérül;
- a műszer biztonságos kialakítása és a fémtermékekkel való közvetlen tapintható érintkezés hiánya kiküszöböli a működés során a sérülés kockázatát.
A fém elektromos ollóinak típusai és módosításai
Három fő típusú elektromos olló létezik, amelyek funkcionális célja, felépítése és működési elve alapján különböznek egymástól. Tehát az összes modell fel van osztva lapos, hasított és sajtolt kivitelre. Ezután részletesen megvizsgáljuk az egyes fajok jellemzőit.
Lap olló
Tervezési jellemzői és működési elve szerint ez a szerszám a legjobban hasonlít a háztartási ollóhoz. A patkó alakú, a vízszintes síkban lévő merev tartóelemre statikus kés van rögzítve. A merőleges (függőleges) síkban egy mozgatható kés ellentétes mozgásokkal működik. A tartóplatform újratelepítésével beállíthatja a felső és az alsó kés közötti rést, beállítva, hogy az elektromos ollók meghatározott vastagságú anyaggal dolgozzanak.


+ A fémlemez olló előnyei
- nagy sebesség és termelékenység (tanácsos fémszerkezetek szétszerelésére használni);
- a közvetlen vágás pontossága és az alakított vágás bizonyos típusai;
- snack-anyagok kényelme (huzal, redők, stb.);
- a darabolás során nem keletkezik hulladék hosszú és kis spirálforgács formájában;
- 4-5 mm vastag fémlemezek vágásának lehetősége;
- az egyik vágólap hosszú távú használatának lehetősége (négyzet alakú kések, vágóélekkel a széleken, ha az egyik széle tompa, megváltoztathatja a kés helyzetét, az éles oldalával mozgatva munkahelyzetbe).

– A lemezvágó hátrányai
- A fő hátrány az, hogy a munkadarabot ollóval csak a szélétől kezdheti el vágni.
- Ezenfelül az ilyen eszközöket az elégtelen manőverezőképesség jellemzi hajlított vágások és profildarabok készítésekor.
- Ezen felül kissé terjedelmes kialakításúak.
Réselt elektromos ollók
Ennek a módosításnak a kialakításában is van egy kés. Az egyik a tetején van rögzítve, rögzítve van, U alakú és két vágóéllel rendelkezik. Az alsó kés függőleges helyzetben mozgatja a viszonyt, az elektromos ollók rögzített felső elemének hornyába megy. Vágáskor vékony spirális forgácsok alakulnak ki. Itt is rendelkezésre áll a kések közötti rés beállítási funkciója, amely lehetővé teszi a készülék hozzáigazítását egy adott fémlemez vastagságához.
Kiváló minőségű modellek esetén a forgácsok oldalra kerülnek, anélkül, hogy beavatkoznának az áttekintésbe, és a munkadarabot nem károsítanák. A chipeket időszakosan vágják speciális fogóval.

+ A hasított elektromos ollók előnyei
- a vágás megkezdése a munkadarab bármely részéről (lyukak készítésére lehet használni);
- a gép megbirkózik az acéllemezben lévő helyi ütésekkel (redők);
- fűrészeléskor a lemez nem deformálódik;
- A fémre vágott elektromos olló jól tartja az adott vonalat;
- a készülék keskeny orra kényelmet biztosít nehezen elérhető helyeken.
– A hasított elektromos ollók hátrányai
- a réselt modellek az összes módosítás közül a leggyengébbek, pl az anyag maximális vastagsága csak 2 mm;
- lenyűgöző fordulási sugara van;
- az alsó mozgatható kés rövid munkája.
Nibbing (bevágás) Electroscissors
A fém elektromos fúvókához használt olló lényegében egy miniatűr lyukasztóprés, amelyet egy adott irányban a szövedék körül kézzel mozgathatunk. Ennek a berendezésnek a kialakítása ugyanazokat az elemeket tartalmazza, mint a helyhez kötött fémmegmunkáló berendezések - a mátrix és a lyukasztó.
A mátrix egy statikus elem, négyzet vagy kerek alakban, rögzítve a mátrixtartóban. A lyukasztás ütőként működik, amely a berendezés mozgatható része. Egy csúszkába van felszerelve, amely a forgattyú mechanizmus által továbbított előre-vissza mozgatásokat hajt végre. A lyukasztó alakja teljes mértékben megegyezik a mátrix alakjával.Ha az elemek egyikét ki kell cserélni, akkor párban cserélnek őket.

A kerek vágóelemeket úgy tervezték, hogy vékony lemezekkel (legfeljebb 3 mm) működjenek, és négyzet alakban - vastagabb munkadarabokhoz. A szerszám és a lyukasztó fokozat nélküli 360 fokos forgásfunkcióval rendelkezik, amely megkönnyíti a hajlított vágásokat. A nagyon nehezen megközelíthető területek elérésének megkönnyítése érdekében a mátrixot 90 ° -os szög intervallummal lehet rögzíteni.
A szerszámvágók vágása során a lyukasztás a fémlemez nyílásait vágja le, ahonnan folyamatos út alakul ki, a szélesség megegyezik a lyukasztó átmérőjével.

Néhányféle rágóolló ollócsiszoló olló nagy hullámosságú hullámos hullámlemezekhez.
+ A szerszámgépek előnyei
- magas manőverezőképesség és sokoldalúság (hajlított vágások, a minta szerinti vágások és különféle lyukak elvégzésének képessége);
- a legkisebb fordulási sugarat az elektromos ollók többi modellje között;
- kibővített funkcionalitás (a vágóelemeket gyorsan kicserélheti);
- a munkaterület jó láthatósága;
- a vágás lehetősége nem csak a szélektől, hanem a munkadarab közepétől is (először fúrjon lyukat);
- nagyon tiszta vágás, a munkadarab nem deformálódik;
- képesség vastag munkadarabokkal történő munkavégzésre (a legtöbb fúrógép jelentős energiával rendelkezik).
– A szerszámgépek hátrányai
- képződés hulladék faragása során, félhold alakú éles fém „konfetti” formájában, bőségesen megpermetezve a kezelő cipőjét és ruháját;
- nehéz egyenes vágást tartani;
- gyenge szabadalom a vastagságkülönbség helyein (például a hajtás megharapása).
Hogyan válasszuk ki a fém ollókat
És most beszélünk arról, hogyan válasszuk ki az elektromos ollókat a fémhez. Mindenekelőtt meg kell határozni az uralkodó munka sajátosságait. A tapasztalt kézművesek szerint, akik gyakorlásuk során különféle típusú elektromos ollókat használtak, a legszélesebb körűek a vágógépek, azaz a lemez modellek. Például szellőztetés felszerelésére - ez ideális. A hasított elektromos ollók vágószerszámként osztályozhatók. Kiválóan alkalmasak vékony acéllemez kezelésére nehezen elérhető helyeken, például karosszéria javítások elvégzésére. A Vysechnye modellek kényelmesen használhatók tetőfedő munkák elvégzésekor kiváló munkát végeznek éles domborító felületekkel - hullámkarton, fémlapok, hullámok stb.
Választáskor azonban érdemes nemcsak a jövőbeli munka jellegére összpontosítani, hanem a műszaki jellemzőkre és a szerszám képességeire is.
Étel típusa
Vannak akkumulátor és hálózati modellek. Például a tetőfedésnél a fő tényező a mobilitás, mint pl Az autót nem lehet a tetőn lévő hálózathoz csatlakoztatni. Ráadásul nincs a vezetékkárosodás veszélye a tetőelemek éles szélein. Meg kell azonban jegyezni, hogy a mozgatható elektromos ollók korlátozzák a teljesítményt és az üzemidőt. Az akkumulátorral működő eszköz segítségével vághat egy legfeljebb 1,5 mm vastag acéllemezt, és a töltésenkénti teljes vágási terület a legjobb esetben legfeljebb 70 m. A mobil modell kiválasztásakor ügyelnie kell a tartalék akkumulátorok számára és azok töltési sebességére.

A motor teljesítménye
Az átlagos elektromos olló teljesítménye nem nevezhető nagynak - 300-650 W között változik. Természetesen ez a mutató befolyásolja az elektromos olló termelékenységét és annak képességét, hogy megbirkózzon egy bizonyos fémvastagsággal. Egy erősebb szerszám kiválasztásakor figyelembe kell venni, hogy tömegének tömege és a kés méretének köszönhetően nagyobb a fordulási sugara. Ebben az esetben a választás az Ön igényeitől függ.
Vágási gyakoriság
A fém alkatrészek darabolásának sebessége és "tisztasága" ettől a kritériumtól függ.Minél nagyobb az elektromos olló sebessége, annál pontosabb a vágási vonal. Általános szabály, hogy a könnyű, de nem különösen erős szerszámok gyorsan és tisztán működnek, a nagy nyomatékú egységek pedig lassabbak és pontatlabak. A löket gyakoriságának összehasonlításakor figyelembe kell venni az azonos típusú modellek mutatóinak paramétereit, azaz lemez - lappal, sajtolószerszámmal - sajtolószerszámokkal. A legjobb megoldás az elektromos olló, amelynek funkciója a löket gyakoriságának beállítása, amely lehetővé teszi a szerszám hozzáigazítását bizonyos feltételekhez és az anyagok sajátos jellemzőihez.
A fém maximális vastagságának mutatója
Ezt a tulajdonságot az elektromos ollók kimeneti teljesítménye és tervezési jellemzői határozzák meg. Figyelembe kell venni az olyan mutatókat, mint például a vágóelem lökethossza, hogy meghatározzák a fém maximális vastagságát a vágáshoz, valamint a megmunkálható fémek kategóriáját (lágyacél, keményacél, alumínium).
irányíthatóság
Itt a fő mutató a szerszám fordulási sugara. Szinte minden gyártó megjelöli a minimális sugarat az útlevélben az elektromos ollók számára, de sok modell jelentősen meghaladja ezt a határértéket. Ne felejtsük el, hogy a lemezgépek csak a lap szélétől kezdhetik a fűrészt, a hasított gépekkel kényelmes a keskeny részekben dolgozni, és a lyukasztógépek megkülönböztethetõk azzal a képességgel, hogy tengelyük körül 360 ° -kal forognak, és tökéletesen tudnak megbirkózni a profilos termékekkel.

ergonómia
A fémhez használt elektromos ollókat úgy tervezték, hogy egyik kézzel tartsák őket, hogy a munkadarabot a második kezével rögzítsék. Ebben a tekintetben a gép testének alakja és kialakítása (vastagság, hullámosodások és átfedések jelenléte) nagy jelentőséggel bír. Fontos azonban az a képesség is, hogy bizonyos műveletek végrehajtásakor mindkét kezével meg tudja tartani a készüléket, ezért figyeljen arra, hogy van-e cserélhető fogantyú a készletben.
Indító opció
A fő követelmény a kapcsoló működési módban történő rögzítésének képessége. Azt is ellenőriznie kell, hogy a kapcsoló „kiüti-e” rezgés közben. A gomb elhelyezkedése szintén fontos kritérium. A toknak olyan helyen kell elhelyezkednie, hogy kényelmesen elérje az ujjaival, de a véletlen préselés lehetősége kizárt.
Traumás védelem
Javasoljuk, hogy válasszon olyan modelleket, amelyek speciális pajzslemezzel vannak felszerelve, hogy megvédjék a felhasználó kezét. Mellesleg ezt a lehetőséget nem minden eszköz biztosítja, bár nagyon fontos a biztonságos működés biztosítása.

Vágási funkcionalitás szint
Szerszám kiválasztásakor vegye figyelembe a kések közötti távolság beállítási tartományát és azt, hogy egyáltalán van-e ilyen funkció. Ezenkívül értékelje meg, mennyire könnyű cserélni a darabolóberendezéseket (kések, szerszámok, lyukasztók). Kérdezze meg, hogy az elektromos ollók tartalék felszereléssel vannak-e felszerelve, és ha nem, megvásárolhatja-e azokat, valamint hogy más gyártók hasonló alkatrészei megfelelőek-e.
A fémhez használt elektromos olló választása az elvégzett munkától függően
| Élek megmunkálása, vágás | ||
| Egyenes vágások → | Kiváló minőségű vágott élek → | olló |
| Gyenge élminőség → | Nibbler | |
| Nagy vágási sebesség → | olló | |
| Alacsony vágási sebesség → | Faragott olló | |
| Nagy előtolási erő → | olló | |
| Alacsony előtolási erő → | Nibbler | |
| Ívelt vágások → | Külső görbék → | olló |
| Belső görbék, nagy sugarak → | Nibbler | |
| Belső görbék, kis sugarak → | ||
| Fémlemezek elválasztása | ||
| Egyenes vágások → | Vékony fémlemezek → | Réselt olló |
| Vékony és vastag fémlemezek → | Nibbler | |
| Ívelt vágások → | Vékony és vastag fémlemezek → | Nibbler |
| Kicsi sugárral ívelt vágások → | Vékony és közepes fémlemezek → | Nibbler olló |
| Rések fémlemezekben | ||
| Ívelt vágások → | Vékony és vastag fém → | Nibbler |
| Kicsi sugárral ívelt vágások → | Vékony és közepes fémlemezek → | Nibbler olló |
| Profilált lemezek vágása | ||
| Hullámlemezek → | Csípős olló (speciális mátrix), csípős olló trapéz profilhoz. | |
| Alacsony keystone hullámlemezek → | ||
| Magas Keystone lapok → | Harapók trapéz profilhoz. | |
Az elektromos olló használata: részletes utasítások
Az első lépések és az első óvintézkedések
A pengék (lyukasztók) nagyon élesek és gyorsan mozognak, ezért a szerszámot nagyon óvatosan kell kezelni. Nem azonnal csatlakoztathatja a hálózathoz - először ellenőriznie kell, hogy a „Start” gomb nincs aktiválva. Ha nem erről van szó, helyezze biztonságos helyzetbe. Itt - csak most csatlakoztathatja a dugót.
Vágás előtt:
- A vágandó fémlemezt szilárdan rögzíteni kell. Ellenkező esetben rázógéppel sétál, amely tönkreteszi a vágási vonalat. Ha nem lehetséges a lemezt szilárdan rögzíteni, akkor legalább erősen nyomja hozzá egy sima felülethez (például egy asztalhoz, munkapadhoz).
- A szem és a kéz védelme érdekében maszkkal kell kesztyűt viselni.
A lapos vágott vonal titkai
A szép és kiváló minőség eléréséhez gondosan és körültekintően kell dolgoznia. Különösen akkor, ha olyan összetett anyagokkal kell foglalkoznia, mint egy profilozott lemez vagy fémcsempe.
Íme néhány szabály, amely segít mindent megtenni az „ötben”:
- Vágjuk úgy, hogy a szerszámot szilárdan tartjuk, és merőlegesen mutatjuk a munkalapra. Ha a készüléket oldalra dönti (akár a legkisebb is), egyenes vonal helyett lépcsőkkel gurkoljuk.
- Ha valamit vágni kell egy fémlemez közepén, először fúrjon be egy lyukat ezen a helyen egy fúróval. Ezután onnan kezdje el a vágást hasított vagy lyukasztott elektromos ollóval.
- Ha azt akarja, hogy a munka gyorsabban menjen, vegyen be motorolajat (vagy 7 rész kerozin és 3 rész terpentin keverékét). A kompozíciót a vágási vonal mentén alkalmazzuk. Ezenkívül minden 10-15 percben nem szabad olajjal megfesteni a mátrixot.

A lemezvágó lapátok közötti távolság és beállítása
Ez a paraméter nem minden típusú elektromos ollón változtatható meg, hanem csak a lemezkészülékeknél. Erre akkor van szükség, ha először vastag, majd vékony lemezt vág (vagy fordítva). Tegyük fel, hogy a feldolgozandó acéllemez vastagsága 0,7 mm. Ebben az esetben a késeknek közelebb kell lenniük egymáshoz. Ha a következő feladat az alumínium vágása 2–3 milliméter vastagságban, akkor a pengéket a megfelelő távolságra el kell távolítani. A beállításhoz ki kell csavarni a speciális csavarokat (állítás). A kések közötti kívánt távolság beállítása után a csavarokat szorosan meg kell húzni.
A vibrációval kapcsolatos teljes igazság
Ha a műszer kiváló minőségű, akkor semmi sem rezeghet sehol. És ha úgy érzi, hogy rezgés van jelen, akkor ez a készülék esetleges hibás működésére utalhat. A rezgés második oka az olyan anyag vágása, amely nem alkalmas erre a szerszámra. Például, sűrűbb, mint megengedett. Vagy hullámos.
A szerszám elrontása érdekében olvassa el az utasításokat. Részletesen leírja, hogy milyen anyagokkal dolgozhat az olló, és megengedi azok maximális megengedett tulajdonságait (például sűrűség).
Tippek az elektromos ollók tartósságának növelésére
Természetesen mindenki azt akarja, hogy a vásárolt felszerelés a lehető leghosszabb ideig működjön. Olló esetén a következő segít:
 |
1. tipp. A vágóélek időben történő cseréje. Ha tompa szerszámmal dolgozik, akkor nagyon gyorsan megsemmisítheti. És a vágott vonalak görbületeket mutatnak, egyenetlen élekkel. |
 |
2. tipp. Munka közben ne felejtse el időnként pihentetni az eszközt, hogy a fűtött motornak ideje lehűljön. Az utasítások azt mondják, hogy meddig tarthat a folyamatos működés (általában 10 vagy 15 perc). |
 |
3. tipp. Ne vágja ott, ahol túl nedves vagy poros.Az első esetben rövidzárlat léphet fel, a második esetben a szellőzőnyílások eltömődhetnek (amelyek miatt a motor gyorsan túlmelegedni kezd). |
 |
4. tipp. A munka befejezése után kefével alaposan meg kell tisztítani a szellőzőnyílásokat és a munkatesteket, ez hosszabb ideig éles marad. |
A munkabiztonságról
Az alábbi egyszerű szabályok segítenek abban, hogy ne sérüljön meg vagy ne törjön meg teljesen új eszköz:
- Vegye fel az elektromos ollókat, mielőtt bekapcsolná őket, ellenőrizze. Ellenőrizze, hogy a pengét tartó csavarok lazán vannak-e vagy nincs-e repedés.
- Ne működtesse, ha a kábel vagy az elektromos csatlakozó sérült (a kettős szigetelés megbízható védelem az áramütés ellen, és épnek kell lennie). A hálózat áramellátásának meg kell felelnie a normának - 220 volt.
- Vágó ollóval vagy hasított betéttel vigyázzon a szemének védelmére - tegyen rá speciális szemüveget. A működés közben kifolyó chipek veszélyes dolog. Ezen felül nagyon meleg, ezért ne érintse meg kézzel. Sokkal jobb kesztyűvel védeni magát.
- A vágási vonal éles, mint egy kés, ezért jobb, ha azt sem érinti - rosszul vághatja magát.
- A hajtómű vágás közben nagyon felforrósodhat. Annak érdekében, hogy ne égessen, ne érintse meg a munkát, vagy közvetlenül a befejezése után.


