Milyen típusú marók favágókhoz manuális maráshoz
A marás gyakorlatilag korlátlan lehetőséget kínál a nyersdarabok feldolgozására. Különböző mélységű és formájú élek, barázdák és barázdák kialakítása - minden egyes művelethez különféle típusú marógépek vannak fa kézi maráshoz, amelyek lehetővé teszik a munka lehető leghatékonyabb elvégzését. Melyek a vágók méretét, alakját, kivitelét és típusát tekintve - minden szükséges információ egy áttekintésben.

Tartalom:
A szár átmérőjének változatai
A vágó kiválasztása előtt először meg kell határoznia a rögzítés módját, vagy inkább azt, hogy a mértékegységekben mért hüvelykben vagy milliméterben mérik a szár átmérőjét. Attól függ, hogy milyen marék tartozik a marógéphez - perselyek, amelyekbe a szár be van szorítva:
- Ha milliméterben mérik, akkor a leggyakoribb a 6, 8 és 12 mm.
- Ha a méret hüvelykben van megadva, általában csak kettő közül kell választani - egy negyed és fél hüvelyk.
Ez nagyon fontos! A hüvelyk SI-mértékegységre történő átszámításakor 6,35 és 12,7 mm-t kapunk, de egy ilyen kis különbség ellenére a milliméter szár nem kompatibilis a hüvelyk hüvelyével és fordítva. A marógép tengelye akár 25 000 fordulat / perc sebességgel is forog, így a legkisebb eltérés a legjobb esetben a szerszám károsodását okozza.
A malmok tervezésének típusai
A költségektől és a céltól függően a következő szerkezeti módosításokban kaphatók:
Nemzeti csapatok
Egy ilyen acéldarab középpontjában a szükséges forma van, amelyhez a vágóéleket hegesztik. A gyártás egyszerűsége miatt ezeknek a modelleknek a nagy része a piacon.

Cserélhető vágóélekkel
Ezeket a hosszú élettartam jellemzi, mivel a késeket kétoldalúvá teszik - amikor a penge tompa, akkor megfordul.

monolitikus
A vágóélek jobbra vannak fordítva az alapnál - ilyen szerszámokkal történő munkavégzéskor még a feltételezett eshetőség is eltűnik, hogy a kés eltört, de néhány élesítés után a vágót cserélni kell.

Marópengék típusai
A marómarók függőleges, ferde vagy spirális elrendezésű pengékkel kaphatók. Ha egyenesek, akkor fadarabokra vágják a munkadarabot, és a ferde darabolók vágják őket, ami csökkenti a forgácsolás valószínűségét és növeli a marás általános minőségét.
A penge anyaga és jellemzői szerint kétféle típus áll rendelkezésre:
- HM - nagy sebességű. Puha fa vagy alumínium feldolgozására használják.
- HSS - keményfém. Kemény anyagokhoz tervezték, ezért az ilyen vágóélek jobb hőmérsékleti együtthatóval és egyéb jellemzőkkel rendelkeznek, ami befolyásolja azok árát is.
A pengék mellett attól függően, hogy a munkadarabban melyik helyen és milyen formában kell bemélyedni, a megfelelő típusú marókat használják a manuális maráshoz.
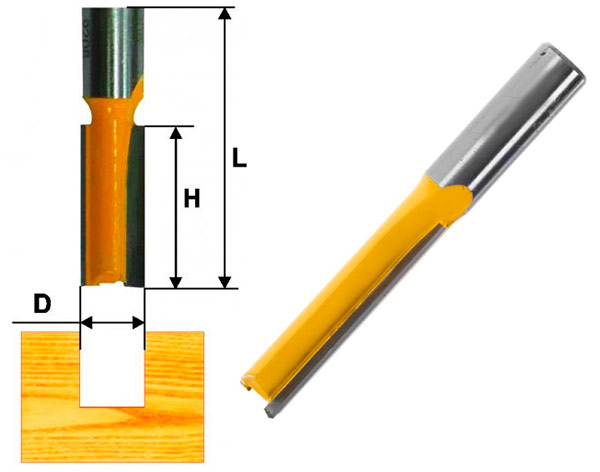
Hornyoló marók
A kívánt szélességű és mélységű horony kiválasztására szolgál az alkatrész közepén vagy annak szélétől és a közepéig. Leggyakrabban egy tüske-horony csatlakozás létrehozására használják. Ha szükséges, ha a marógép ütközője lehetővé teszi, a horony szélessége beállítható anélkül, hogy a marót nagyobb átmérővel cserélnék.
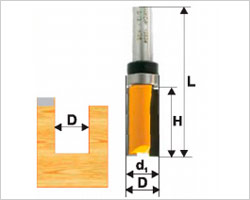
Horony egyenesen
A legegyszerűbb szerszám hengeres alak, amelynek használata után egy horony keresztmetszetében téglalap alakú marad a munkadarabban. Főleg merülő marógépekkel használják, bár más modellekkel is felhasználhatók.
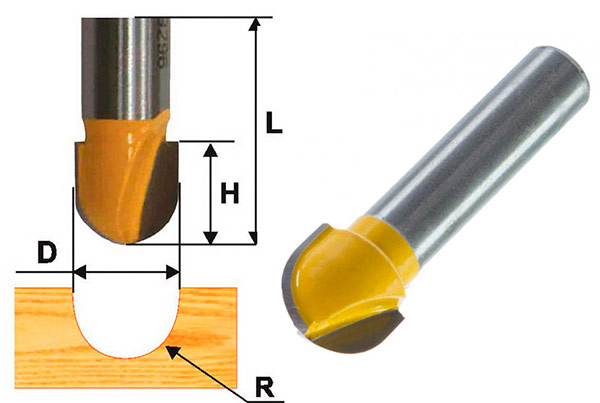
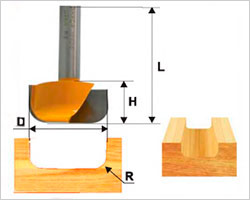
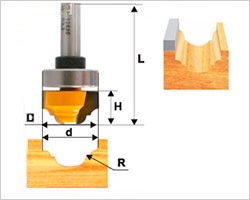
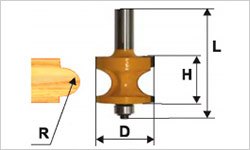
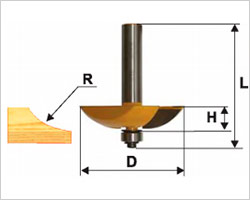
Barázda filé
Vágófejük lekerekített alakú, amelynek eredményeként a szakaszban lévő horony az „U” betűre hasonlít - a vágás mélységétől függően a falakat azonnal megkerekítik a munkadarab felületétől vagy először derékszögben mennek el tőle.
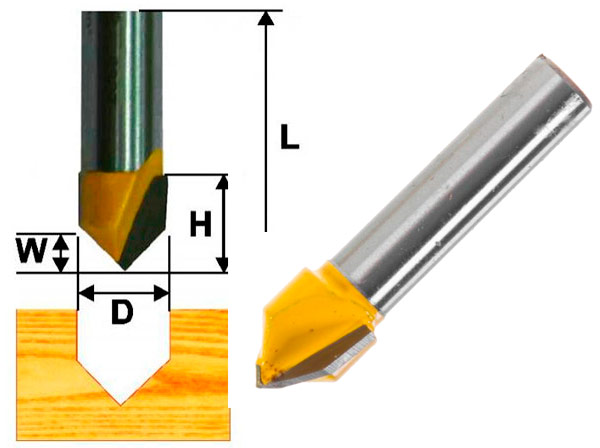
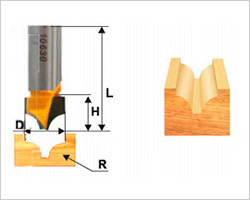
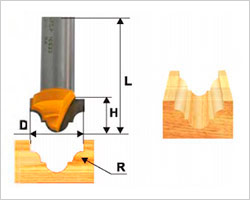
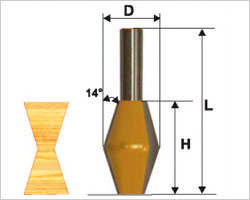
Hornyolt filé V-alakú
Bár a meghatározás szerint a „filé” pontosan félkör alakú mélyedés, a vágó a filére is utal, amely „V” alakú hornyot ad a szakaszban. Ha a munka olyan barázdák gyártását foglalja magában, amelyeknek a falak eltérő szöge van, akkor rendelkeznie kell a megfelelő szerszámkészlettel.
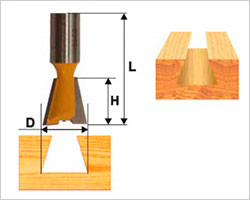
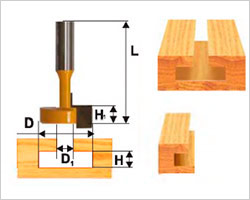
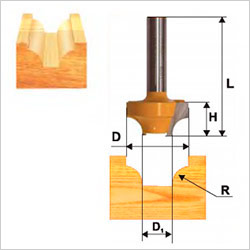
Horony szerkezeti (T-alakú és fejes farok)
A keresztmetszetben a kapott hornyok fordított "T" betűt képeznek, amelynek alapja a felületre nyúlik, vagy egy szabályos trapéz alakú, amelynek nagyobbik oldala a munkadarab közepére néz. Ez az egyik legmegbízhatóbb kapcsolat, a munkadarabok egymásba vannak nyomva, és a szétválasztásuk másik módja nem fog működni.
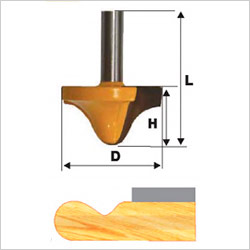
Horony alakú
A filé mellett göndör faragványok előállításához és élek feldolgozásához is felhasználják. Metszetben a barázdák a merevítőkhöz hasonlítanak. Vághat hornyokkal a munkadarab közepén, vagy eltávolíthatja az éleket a széleitől. Ha összetett mintát készít, akkor javasoljuk, hogy először egyenes horonyvágót vezesse a kontúrja mentén - ez megkönnyíti a későbbi igazítást és csökkenti a marógép terhelését egy alakú marógép használatakor.
Szélmaró gépek
Leggyakrabban csapágyakkal készülnek, amelyek lehetővé teszik a munkadarabok széleinek és végeinek megmunkálását, nem csak a tartóasztal beállításával, hanem a sablon szerint is.
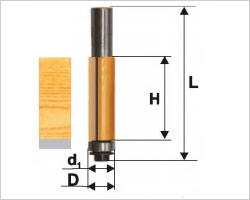
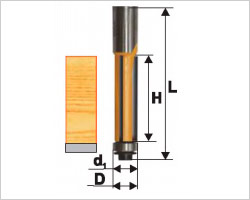
Szél egyenes
A munkadarab végfelületének merőleges a munkadarabra (a munkadarab felső része) való sík kialakítása. Ha van egy csapágy a vágóasztalon, akkor lekerekített élek is megmunkálhatók. Maga a csapágy beállítható a vágókéshez képest vagy nagyobb vagy kisebb átmérőjű, ami kibővíti a kiegészítők felhasználásának lehetőségeit.
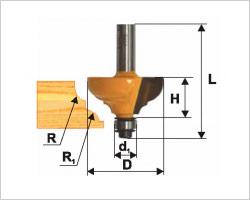
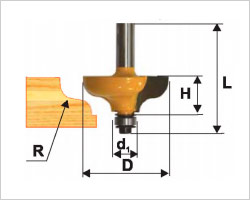
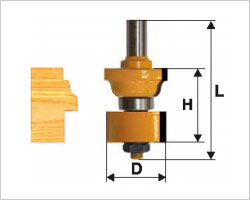
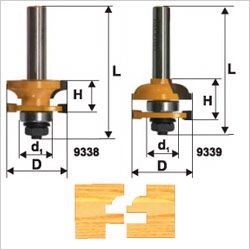
Élek öntése
Egyenes, ívelt vagy hullámosan ívelt él elérése érdekében - a vágóeszköz használt részétől függően - meg lehet lágyítani a munkadarab szélét, körbeforgatni (a dupla vágógépek lehetővé teszik ezt egy lépésben), egy szélt hajtással és egy szivaccsal készíteni, vagy félrúd-párkányt kapni. Széles körben használják komplex alakú dísztárgyak gyártására. Kettős vágógép kiválasztásakor figyelni kell a vágókések közötti távolság beállítására.
Állítható szélű maró.
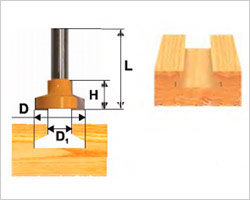
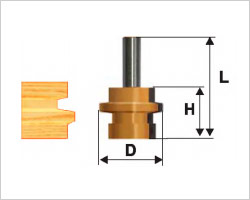
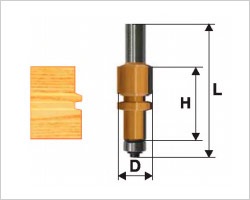
Szél varrás
Szükség esetén egy téglalap alakú vagy egy negyed horony kiválasztására szolgálnak egy lapos vagy ívelt munkadarabon. Kettős áthaladással a megfelelő méretű tüskét kapjuk. A mintavételi mélységet a marógép pozíciója vagy egy nyomócsapágy állítja be.

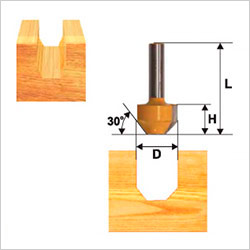
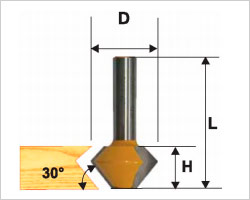
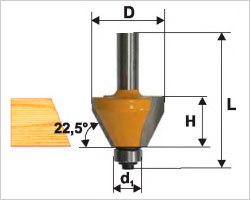
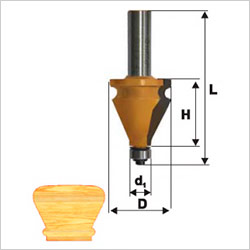
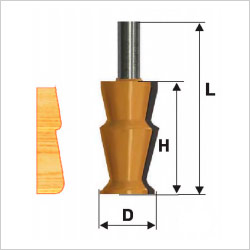
Szél kúp
A maró szélének dőlésszögétől függően előkészítik őket a csatlakozás előtt, egy dekoratív letörés előállításához vagy bútordarabok feldolgozásához, amelyeket ezután kerek (sokszögű) alakú termékekké összekapcsolnak.
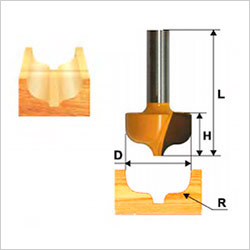
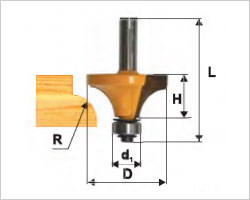
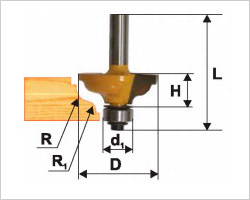
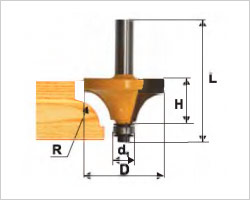
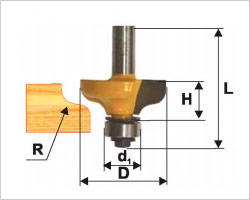
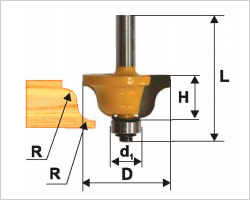
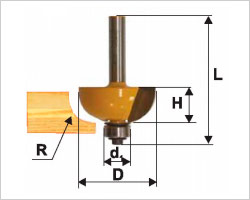
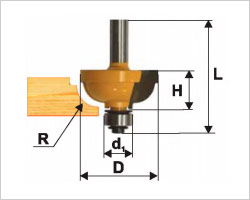
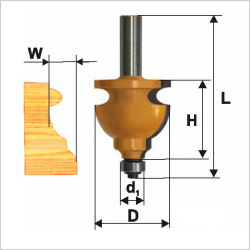
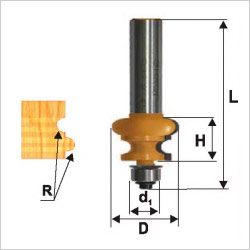
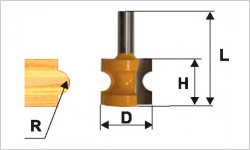
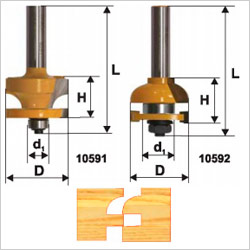
Szél filé
Ezeket egy lekerekített horony előállításához használják egy egyenes vagy göndör nyersdarab szélén. A vágó megdöntésének lehetőségét kiküszöbölni két csapággyal készülnek. A munka eredménye megegyezik a horonyfűrészmarók használatakor, de bizonyos esetekben sokkal kényelmesebb a szélezés.
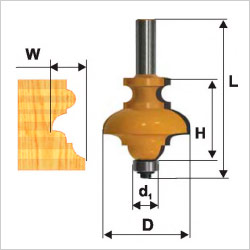
Edge göndör
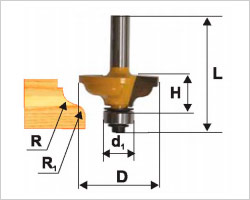
Egy másik név a multi-profile. Mivel ezek meglehetősen tömegek és egyidejűleg nagy munkaterülettel dolgoznak, ilyen marók használata ajánlott legalább 1600 watt teljesítményű marógépeknél. Munkavégzés céljából a vágó teljes profilját azonnal vagy különféle kombinációkban használják fel, amely lehetővé teszi, hogy megkapja a szabvány vagy a mester űrlap által megadott széleit.
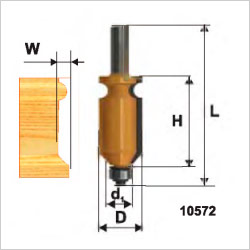
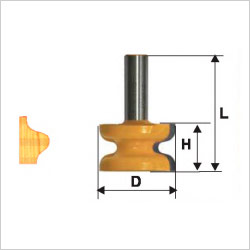
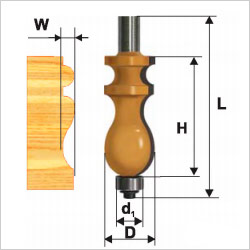

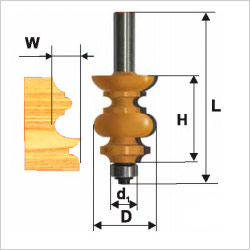
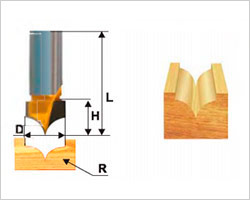
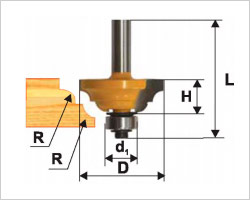
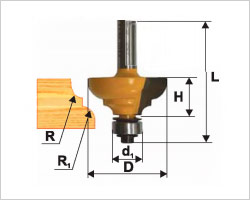
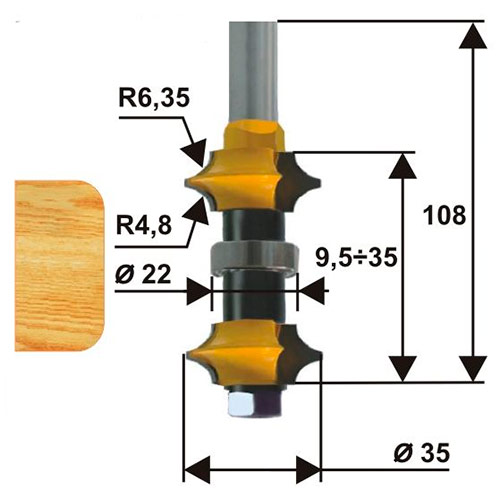
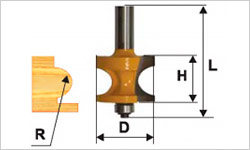
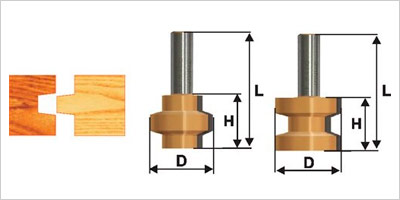
Félrúd széle
A maró közvetlen célja a munkadarabok széleinek megmunkálása félkör alakú kiemelkedés elérése érdekében. Számos további alkalmazási mód is létezik - például ha egy téglalap alakú alapanyagot mindkét oldalán megmunkál egy ilyen malommal, akkor az magvá válik.Ezen túlmenően profilokkal és letépéssel, valamint összetett alakú élekkel, valamint csuklós illesztésekkel állíthatók elő (filé vagy öntőgéppel párosított munkadarab feldolgozásakor).
Kombinált marók
A fadarabok összeillesztésére és összeillesztésére használják őket - egyesítve őket a széle mentén (sarokcsuklásokhoz) vagy a végrész mentén (hogy széles táblát kapjanak több kicsiből). A kombinált marók kombinálják a horony- és a marómarókat, és célja, hogy mindkét elemet egy lépésben hozzák létre. A marás erre a célra növeli a táblák ragasztott területét, és csiszolja a felületet, hogy azok maximálisan illeszkedjenek egymáshoz.
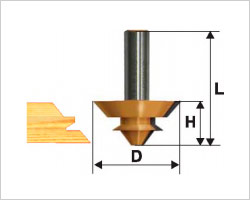
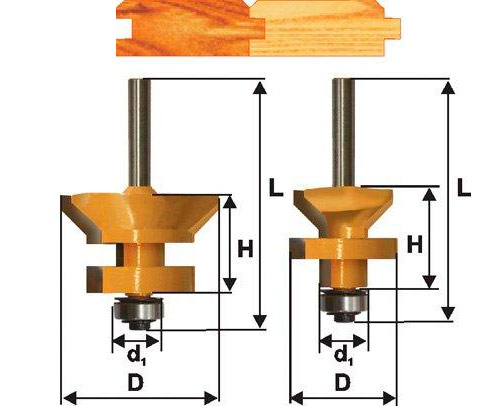
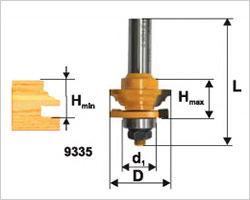
Kombinált univerzális
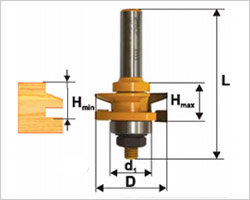
Lehetővé teszik a kompatibilis síkok elérését egymással szögben elhelyezkedő tüske és horony segítségével. Ugyanazt a marót használják mindkét összeolvadt munkadarabhoz - mivel azt nem kell megváltoztatni, ez jelentősen csökkenti a feldolgozási időt.
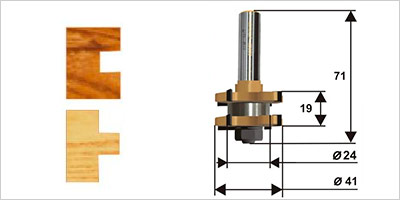
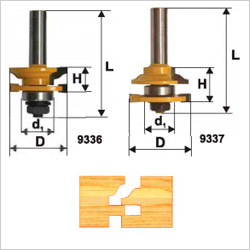
Paso-shipovye
Két különálló vágókészletet használunk - horony létrehozásához az egyik munkadarabban és a fogsá a másikban. További mérésekre és beállításokra nincs szükség, mivel a vágóélek méretét a szerszám gyártásakor már kiszámították.
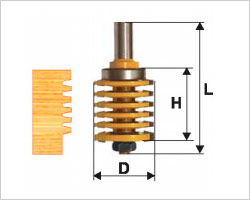
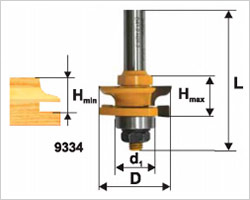
Bélés gyártásához
Ugyanazon az elven alkalmazzák őket, mint a nyelv-horony, de lehetővé teszik, hogy alakú alakkapcsolatot kapjon a munkadarabok nagyobb érintkezési felületével, ami javítja az így készített bélés tulajdonságait.
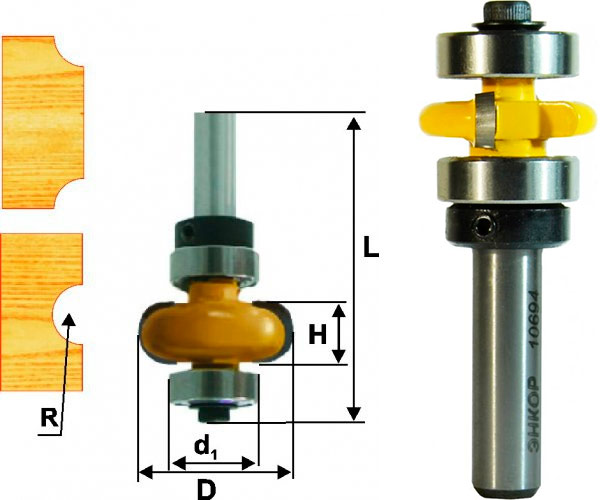
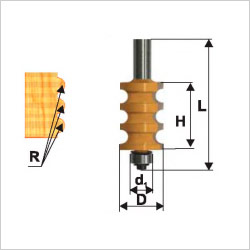
Kombinált keret
Halmozott marók, amelyek lehetővé teszik, hogy a vágópengeket a tengelyre helyezhessék el a mester számára szükséges sorrendben. Alapból, vágópengékből, tolócsapágyakból (egy vagy több), egy rögzítő alátétből és egy rögzítő anyából állnak. A maró konfigurációjának megváltoztatásakor az alapját a kezdeti beállítás megőrzése érdekében nem távolítják el a marógép hüvelyéből.
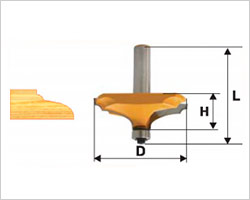
Számok marás
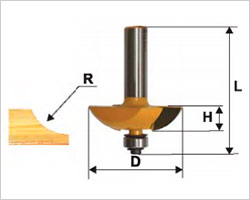
A fő cél a panelek létrehozására szolgáló alkatrészek széleinek dekoratív feldolgozása. Az ábramarók csapágyakkal vannak felszerelve, így téglalap alakú és alakú lapokkal dolgozhat. Mivel a panelek általában nagy alkatrészek, a marók átmérője 50–70 mm - használatukhoz tanácsos legalább 1500 W teljesítményű marógépet használni.
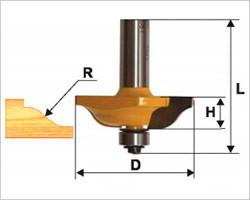
Figura vízszintes
A panelek részleges feldolgozására használják. Mivel a vágó alakja magában foglalja a mintavételt, a tolócsapágytól kezdve - ez nem teszi lehetővé azonnal, hogy tüskét kapjon a panel behelyezéséhez a keretbe. A kialakulásához további élfeldolgozás szükséges.
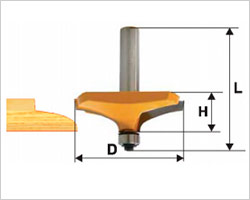
Ábrázolt vízszintes kétoldalas
Jelentősen leegyszerűsítik a munkafolyamatot, mivel az alkatrész megmunkálása a maró egyik lépcsőjén végezhető el, és egyidejűleg képezi a panel ívelt részét és a keretben kivágott horony tüskét.
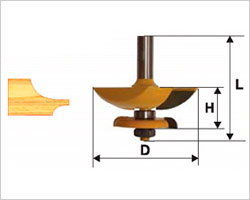
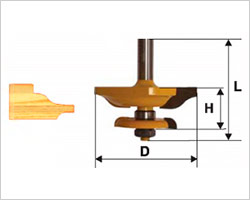
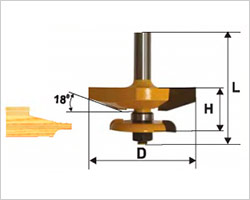
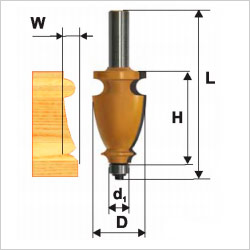
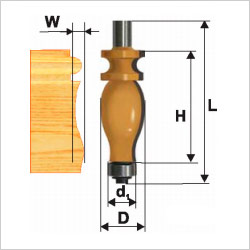
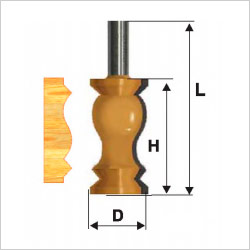
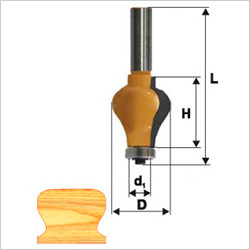
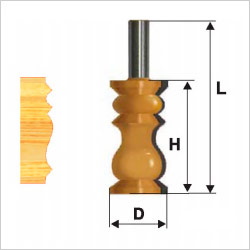
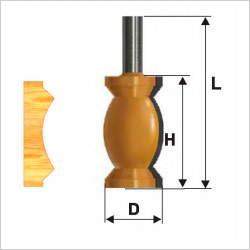
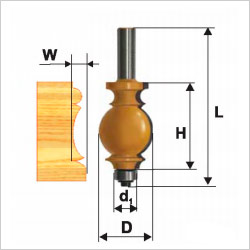
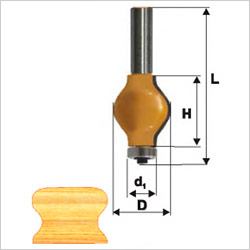
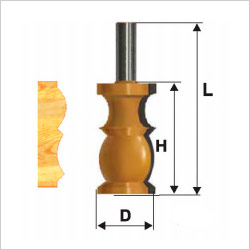
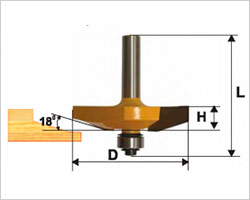
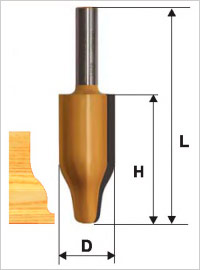
Figura függőleges
Mindenekelőtt az ilyen malmok különféle formájú padlólapok gyártására használhatók, de a gyakorlatban sokkal szélesebbek képességeik - mindez attól függ, hogyan kell a marógépet felállítani és tartani. A feldolgozás után egy dekoratív keret és egy tüske-kapcsolat alakul ki a munkadarabon.
Ezek a kézi marógépek famegmunkálóinak fő fajtái, de figyelembe kell venni azt is, hogy mindegyik több méretben készül, így egy profi szekrénygyártónak külön tárolóval kell rendelkeznie, amely meglehetősen nagy méretű, hogy tárolhassa azokat.

Használt fotó híres
az Enkor malmok gyártója.








