Hogyan válasszunk egy gérfűrészt - tippek és trükkök
Hogyan válasszunk egy hétvégi fűrészt a hétköznapi fogyasztó számára, ha ilyen szüksége van rá? A leglogikusabb megoldás az, ha tanácsadó segítségét keresik egy speciális üzletben: mindent el fog magyarázni, elmondja, sőt megmutatja. Annak érdekében azonban, hogy a szakemberekkel folytatott beszélgetés lényegesebbé váljon, jó lenne, ha az áruházba lépés előtt legalább általános ötleteket kapnánk az eszközről.

Tartalom:
A gérvágó fűrész célja
Maga a "gérv" név jelzi a fűrész rendeltetését - a munkadarab végeinek kialakítását, a szálakon átvágott fát. Ebben különbözik a legközelebbi rokonától - egy körfűrésztől, amelyet általában egy fa hosszanti vágására használnak.
A modern nagy teljesítményű motorok és a különösen tartós fűrészlapok lehetővé teszik a vágást, nemcsak a fa, hanem a műanyag, a vékony fém profilok és csövek, valamint a fa alapú kompozit anyagok vágására is. Ezen anyagok esetében a „longitudinális” és a „keresztirányú” fogalma nagyon önkényes: ha ilyen kifejezéseket használunk, akkor nem az anyag szerkezetéről, hanem az adott munkadarab alakjáról kell beszélnünk. A munkadarab alakja természetesen nagyon változatos lehet, néha egyértelműen meghatározott hossztengely nélkül.


A gérfűrész alkalmazhatóságát egy vagy másik esetben kizárólag az határozza meg, hogy kényelmes-e egy adott munkadarabot ellátni. Így a „gérvágó fűrész” elnevezés nem tekinthető teljes mértékben ennek a szerszámnak a lehetőségeit tükrözővé, csak ezt a nevet történelmileg rögzítették mozgatható vágóegységgel ellátott álló körfűrészekhez.
A gérvágó fűrész nemcsak derékszögben, hanem önkényesen választott szögben is vághat anyagot, amelyre néha elektromos gérvágó doboznak hívják. Sőt, sok modern eszközben a szög megváltoztatása nemcsak a vízszintes, hanem a függőleges síkban is megengedett, vagyis képes szögben is fűrészelni. Gérvágó fűrész segítségével, szükség esetén, hornyok is választhatók.

Mint láthatja, ennek az eszköznek a lehetőségei sokkal szélesebbek, mint amire gondolhattál volna. Nem meglepő, hogy a vágás egyre gyakrabban fordul elő a kis asztalosiparban, az építkezéseken és az otthoni műhelyekben. Segítik az ablakkeretek és ajtókeretek gyártását, amikor padlókat készítenek (parketta deszkák, laminált lemezek, padlólapok) és más befejező munkákat végeznek (bélés fűrészelése, különféle alumínium és műanyag profilok), a fa bútorok gyártásakor.
Gérvágó fűrész kialakítása és működése
A vágókészülék az ábrából könnyen érthető, amely bemutatja a szerszám fő alkotóelemeit. Minden más csak kiegészítés, amely nem változtatja meg a munka elvét, hanem csak javítja a funkcionalitást és a könnyű használatot.
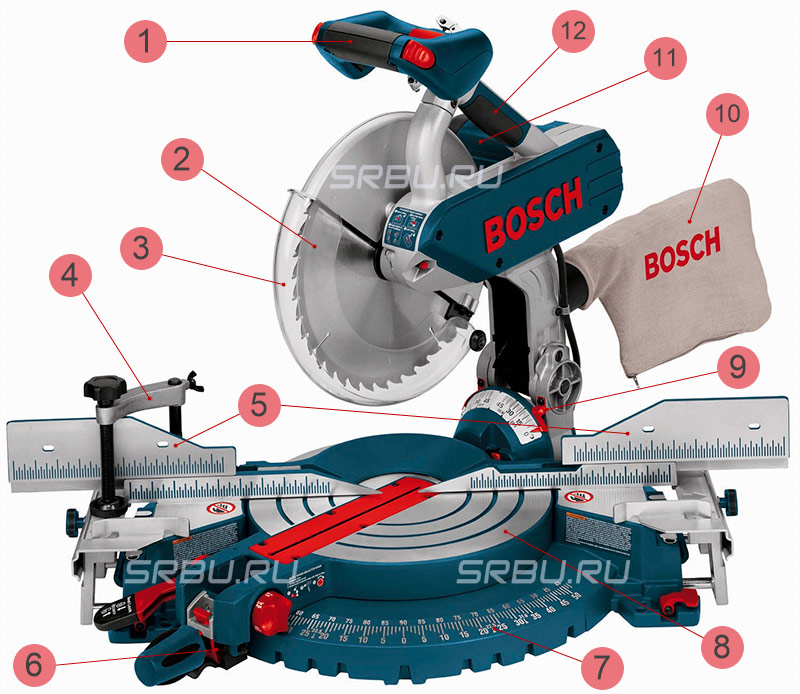
1. Fogantyú bekapcsoló gombbal.
2. Fűrészlap.
3. Védőhuzat.
4. Csavar a munkadarab rögzítéséhez.
5. Az előkészítés hangsúlya.
6. Az asztal adott szögben történő rögzítésének mechanizmusa.
7. Vízszintes szögbeállítási skála.
8. Táblázat.
9. A függőleges szög beállítási mechanizmusa.
10. Porgyűjtő.
11. A motor.
12. Fogantyú.
A gérvágó fűrész fő elemei egy villanymotor és egy kiváló minőségű nagyteljesítményű acélból készült fűrészlap. A motor, a fűrészlap és az azokat összekötő fogaskerekek funkcionális egységet alkotnak, itt egy kapcsolóval ellátott fogantyú található.
Az egész blokkot az alaphoz erősítik - az ágyat, amelyre a fűrészelt üreget helyezik.Az alapon egy forgótányér van rögzítve, amely a vágási szög beállításakor és a hangsúly kiemelésével mozog. A viszonylag drága eszközök ágyai erős és könnyű alumínium vagy magnézium ötvözetekből készülnek, ami nemcsak az alap megbízhatóságát, hanem az egész szerszám mobilitását is biztosítja a súlycsökkentés miatt.
A funkcióblokkot rugóval ellátott csuklópánt segítségével egy ágyhoz kapcsolják az ágyhoz. A forgókarot inganak nevezzük, és az ilyen típusú gérfűrészeket inganak nevezzük.
Az inga biztosítja a munkamodul mozgását. A vágás elvégzéséhez le kell engedni a kart, és a fűrészlapot „elmeríteni” az álló munkadarabban (az ágy forgóasztalának akadálytalan fűrészeléséhez van egy rés). Ez a legegyszerűbb gérfűrész lehetőség. Általános szabály, hogy minden modern modell fel van szerelve egy mechanizmussal az asztal elforgatásához, valamint az összes mechanizmus vízszintes síkban.

Így a vezetõk és asztali elemek nem mozognak, és maga a szerszám megváltoztatja pozícióját a vízszintes síkban. Egy ilyen eszköz használata több lehetőséget kínál a szembesülésre.

A kombinált típusú fűrészeknek van egy másik csuklópántja, amely lehetővé teszi a kart a függőleges tengelyhez viszonyítva (azaz ilyen fűrészeknél a vágási szög két síkban megváltoztatható). A vízszintes tengely körül történő forgás gyakran csak egy irányban megengedett - az elektromos hajtással szemben.

De vannak olyan modellek, amelyek lehetővé teszik, hogy mindkét irányba döntsön.
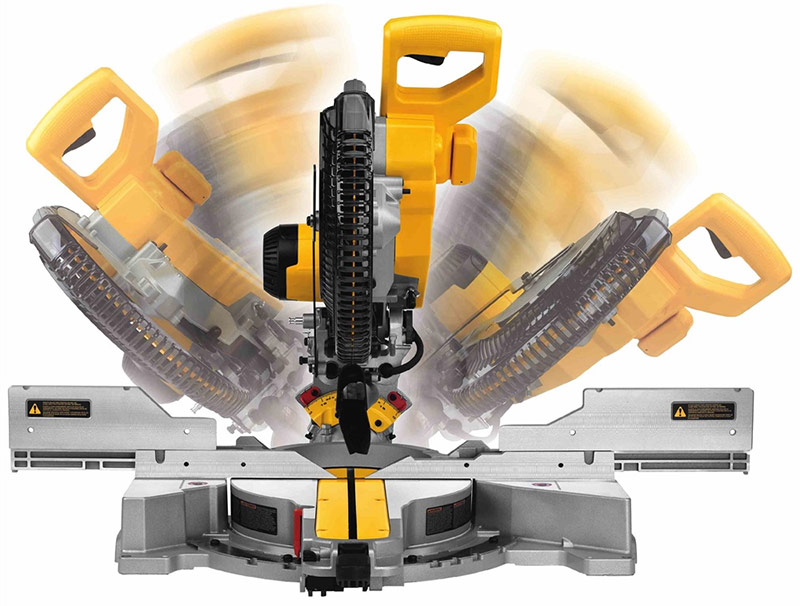
Az ilyen műszaki megoldások ismételten kibővítik az eszköz jellemzőinek listáját. A függőleges vágáshoz képest dőlve lehetővé teszi a munkadarab vágását, amelynek magassága nagyobb, mint a korong aktív sugara.

A gérfűrész vágási szélessége viszonylag kicsi, főleg ha szögben vagy dőlésszögben dolgozik. Például egy átlagos ingafűrész 10 hüvelykes pengével 95 × 95 mm-es sávot vagy 69 × 135 mm-es deszkát vág le derékszögben (ha más szöget állít be, akkor a munkadarab megengedett mérete csökken). Más szavakkal, a gérvágó fűrész nemcsak hosszanti vágásra, hanem széles munkadarabok keresztirányú vágására is alkalmatlan.
A vágás szélességének növelése érdekében a fűrész vontató funkcióval van felszerelve. Az ezzel a funkcióval végzett vágásnál alkalmazott munkablokk nemcsak a csuklótengely körül mozog, hanem a vágóvonal mentén is a vezetõrudak mentén, ezért a maximális vágási szélesség 90 ° -os szögben 80-180 mm-rõl 280-340 mm-re növekszik. Az ilyen szerszámokat gérvágó fűrészeknek nevezzük szűkítővel vagy vízszintesen mozgatható fűrészeknek.


Ebben az esetben a fűrész munkadarab mentén történő mozgását megvalósító mechanizmusok az eszköz gyártójától és típusától függően változnak.


Változatos fajták és motorválasztás a vágáshoz
A gépi fűrészmotor a munkakorong jobb oldalán található. Néhány aggregátum esetében azonban a munkafelület áttekintésének maximalizálása érdekében (a kezelő kezétől függetlenül), és nem akadályok megteremtése érdekében a ferde vágáshoz - ezeknek a fűrészeknek a munkafeje általában mindkét irányban ferde.
A véglapokon kétféle villamos motor van felszerelve - aszinkron és kollektor.
Indukciós motor
Az aszinkron motort gazdaságosabbnak, megbízhatóbbnak és csendesebbnek tekintik. Nincs semmilyen érintkezője, ami azt jelenti, hogy semmi nem okozhat zajt, nem melegszik túl, és nem működik külső tényezők - por, páratartalom, rezgés - hatására. A csapágyakon kívül egyszerűen nincs semmi kopás, ezért ezek az egységek évtizedek óta bármilyen panasz nélkül szolgálhatnak. Ugyanakkor nem minden elektromos kéziszerszám-gyártó igyekszik felszerelni termékeit ilyen látszólag tökéletes motorokkal, mivel indukciós motorjuk van, és jelentős hátrányuk az alacsony teljesítmény, meglehetősen nagy súly.
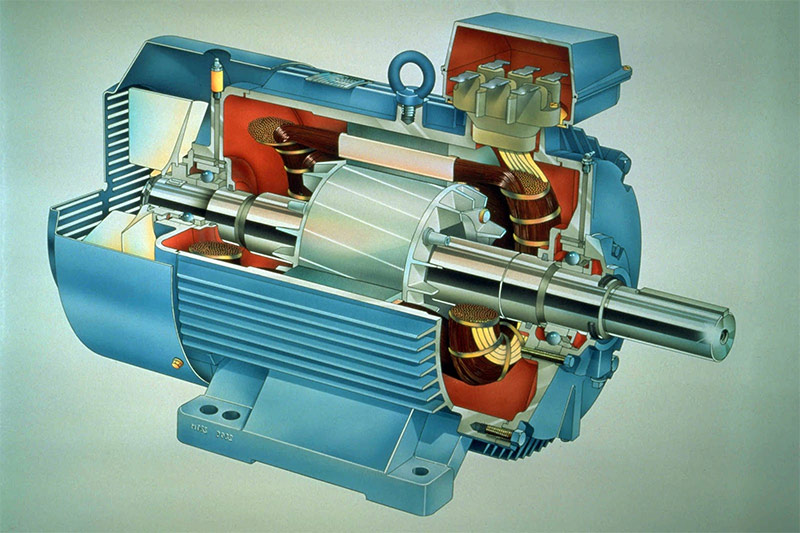
Például egy ilyen, 2 kilovatt teljesítményű motor súlya meghaladja a 20 kilogrammot.Egyetértek, meglehetősen nehéz a munkaegységet kézi mozgatni egy ilyen függelékkel. Ezen túlmenően, ha ipari frekvenciaáram hajtja, az indukciós motor elvben nem képes elérni 2850 ford / percnél nagyobb sebességet. Természetesen a modern anyagok használata és a motor nagyfrekvenciás árammal történő táplálása bizonyos mértékig ellensúlyozza ezeket a problémákat, de nem távolítja el őket teljesen.

Kommutátor motor
A méretek és a teljesítmény aránya szempontjából a kollektormotorok sokkal vonzóbbnak néznek ki. Összehasonlítható tömeg mellett a kollektormotor nyomatéka többször meghaladja az aszinkron motor nyomatékát. Ez akár 5-10 ezer fordulat / perc sebességgel is képes továbbadni, és számára sokkal egyszerűbb a vezérlőrendszer felépítése és a fordulatok stabilizálása.
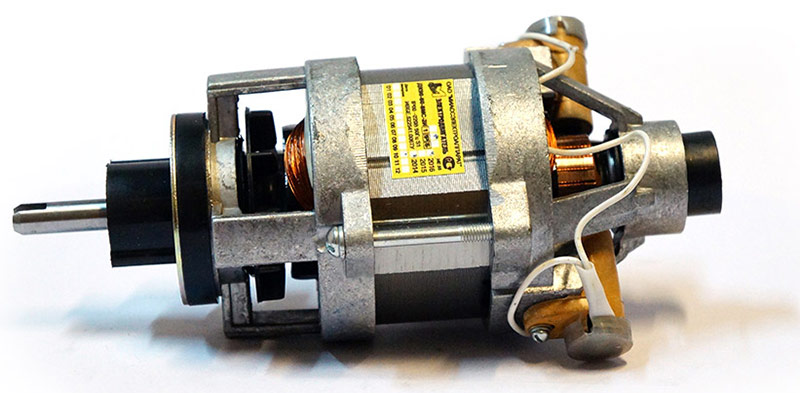
Nem meglepő, hogy a kollektormotorok hátrányai ellenére (magas zajszint, rendszeres karbantartás szükségessége, amely a kollektorkefék cseréjét foglalja magában), a legtöbb gérvágó fűrész fel van szerelve ezekkel.

Kefe nélküli motor
Van azonban egy másik lehetőség, amely a modern félvezető technológiákon alapul - a középút az aszinkron és a kollektor típusú motorok között. Szelep nélküli vagy kefe nélküli motorokról (az angol betűkkel ellátott kefe nélküli - kefe nélküli - betűkkel jelölt motorokról) beszélünk. A szelepmotorokban az ecsetgyűjtő egységet egy elektronikus egység váltja fel, amelyet elhanyagolható ellenállás és az elektronikus teljesítményszelepek óriási kapcsolási sebessége jellemez.

Az ilyen típusú motorok ötvözik az aszinkron és a kommutátor motorok összes előnyeit - a nagy nyomatékot és a hatékonyságot, a csendes működést, a külső tényezőkkel szembeni szerény igényt, a hosszú élettartamot és a rendszeres karbantartás szükségességét. A modern, jó minőségű gérvágó fűrészeknél gyakrabban telepítik a szelepmotorokat, mert ezek egyetlen hátrányát - a magas árat - több mint ellensúlyozzák oly sok előnye.
A sebességváltók típusai, előnyei és hátrányai
Az elektromos motor és a fűrészlap közötti összekötő kapcsolat egy sebességváltó, amely továbbítja és átalakítja a motor nyomatékát. A gérvágó fűrészeknél kétféle sebességváltót használnak - sebességváltóval vagy szíjhajtással.
A tengelyek merev kötését biztosító fogaskerekek megbízhatóbbnak tűnnek. Nem csúsznak és nem repülnek le, mint egy öv, és nincs semmi, ami szakadjon. Úgy tűnik, hogy a gérvágó fűrészek gyártóinak előnyben kell részesíteniük egy ilyen megbízható rendszert. A gyakorlatban azonban az övátvitel ezeken a szerszámokon gyakrabban látható, mint a sebességváltó. Mi az oka? A hajtómű megbízhatóságának is van hátránya. Vészhelyzet esetén a sebességváltó meghibásodhat, és ezt teljesen ki kell cserélni vagy komolyan meg kell javítani egy speciális szervizközpontban.
A szíjhajtás „bizonytalanságát” más szemmel is megnézhetjük. Igen, néha az öv repül, vagy akár eltörik, de a helyére történő felszereléshez vagy az újra cseréjéhez nincs szükség speciális ismeretekre és készségekre - egy hétköznapi felhasználónak is meg kell birkóznia ezzel a feladattal. Ezen túlmenően a szíj némi párnázatot nyújt a sugárirányú és tengelyirányú rezgésekhez, ami segít csökkenteni a csapágyak és más motor alkatrészek kopását. A szerszám vészhelyzetben történő túlterhelése esetén (például amikor a fűrészlap elakadt), még egy jól feszített szalag is megcsúszik, ami megmenti a motor fém alkatrészeit a megsemmisüléstől. És egy szíjhajtású fűrész zaja összehasonlíthatatlanul kevesebb, ami szintén nagyon jelentős tényező.

Mitrefűrész szalaghajtással.
Mellesleg, néhány gyártó (ideértve a jó hírű gyártókat is, mint például a Bosch és a DeWalt) számos modelljében általában kizárta a hajtóművet azáltal, hogy egy fűrészlapot közvetlenül a motor tengelyére telepített. Ennek a megoldásnak megvannak az előnyei és hátrányai is.Egyrészt növekszik a csapágyak terhelése, másrészt csökken a szerszám által kibocsátott zaj, növekszik a szerkezet megbízhatósága, egyszerűsödik a karbantartás és javítás.
Teljesítmény és fordulatszám
A gérvágó fűrészek teljesítménye a modelltől függően 800 és 2500 W között változhat. Az 1600-1800 W-ot tekintik az aranyátlagnak - éppen ilyen erőművekre van a leginkább igény, mert ugyanolyan jól tudnak megbirkózni a feladatukkal, mind a háztartási műhelyekben, mind a kis gyártásban.
Mit ad nekünk egy ilyen paraméter, például az energiafogyasztás értékéről? Először is, a gérfűrész teljesítményének és a feldolgozott anyag szerkezetének megfelelő korrelációja lehetővé teszi a szerszám túlterhelését, ami meghosszabbítja az aktív használat idejét.
Másodszor: minél nagyobb a fűrész teljesítménye, annál nagyobb a lemez átmérője, amelyet rá lehet telepíteni. Például erre az állításra hasonlítsuk össze a Bosch két gépi fűrészét. A 1100 watt teljesítményű PCM 7 modellnél olyan lemezt kell választania, amelynek átmérője nem haladja meg a 190 mm-t. A 2000 W teljesítményű GCM 10 J Professional esetében azonban egy 254 mm átmérőjű tárcsa megfelelő. Ne feledje, hogy a fűrészteljesítmény és a penge külső átmérőjének növekedésével nő a szerszám méretei és súlya. Tehát az egyik példaként megadott modell súlya 9 kg, a második pedig már 14,5 kg.
Egy másik műszaki jellemző, amelyre figyelni kell a gérfűrész kiválasztásakor, a fűrészlap fordulatszáma. Ennek a paraméternek a értéke 3200 és 6000 ford / perc között van. A tiszta és jó minőségű vágás (a bevonat aprítása, faszálak feldarabolása stb. Nélkül) csak nagy sebességnél lehetséges. Tehát például amikor a fűrészlap átmérője 260 mm, annak szögsebességének legalább 2800 ford / perc-nek kell lennie. A drága profi modellekben a szögsebesség általában nem alacsonyabb, mint 4000-5000 ford / perc. még nagy tárcsátmérővel is. Számos gyártó kínál gérfűrészt, amelynek fordulatszámát az aktuális munka típusától függően lehet beállítani.
További eszközök
A gérvágó fűrészeknek szinte minden modern modelljében van egy vagy másik kiegészítő eszköz és funkció, amelyek megkönnyítik a munkát és növelik a biztonságot. A hangszer jövőbeli felhasználójának a kiválasztás során ki kell választania saját magának, melyikük valóban szükséges az ő tipikus feladatai megoldásához, és melyik indokolatlan pénzpazarlás.
1. A porszívó rendszer egy fúvókából és egy porzsákból vagy egy hozzá csatlakoztatott ipari porszívó tömlőből áll. A második lehetőség előnyösebb, mivel ez lehetővé teszi a feldolgozott anyag finom porának hatékonyabb befogását a pontos vágás elvégzésével, amikor a fűrész nagy sebességgel működik, és / vagy megnövekedett fogakkal rendelkező tárcsák. A porszívó rendszert nem szabad kiegészítő opcionális funkciónak tekinteni, még akkor is, ha a házra szánt gérvágó fűrész kiválasztásának feladata van, azaz feltételezhető, hogy az alacsony intenzitású epizódos munka. Porszívó rendszer nélkül végzett munkával nemcsak a műhelyben rendelkezésre álló felszerelések (és elsősorban maga a fűrész) biztonságát kockáztatja, hanem a saját egészségét is.

2. A védőfedél teljesen lefedi a munkakorongot, amíg bemerül a vágandó anyagba, ami jelentősen csökkenti a balesetek kockázatát, ha egy gépi fűrészel dolgozik.

3. A vágási mélység korlátozásával a hornyok mintavételével vagy a vágási profilokkal kapcsolatos munkákat végezzük.

4. A lézer "húz" egy vezetékvonalat a munkadarabra azon a helyen, ahol a fűrész elvágja. Ennek a lehetőségnek a megléte növeli a vágás pontosságát (különösen, ha a fűrészelés 90 foktól eltérő szögben történik), megkönnyíti a munkát és csökkenti az előkezelés idejét.

5. A munkaterület megvilágítása akkor hasznos, ha olyan műhelyekben vagy műhelyekben dolgoznak, ahol nincs elég általános megvilágítás.

6. A lágyindítás fokozatos fordulatszám-beállítást biztosít a motor bekapcsolásakor, amely megakadályozza, hogy a szerszám indításkor „ráncoljon”, csökkenti a fűrész meghibásodásának kockázatát az áram hirtelen túlfeszültsége és a szerszám elakadásának valószínűsége miatt a munka kezdetén.
7. Az automatikus kikapcsolás, amikor a fűrészlap elakad, egy másik hasznos szolgáltatás, amelynek célja a biztonság javítása a gépi fűrészelés során.
8. A sebesség beállítása lehetővé teszi a vágási sebesség változtatását. A legtöbb gérvágó fűrészgép nem rendelkezik ezzel a funkcióval. Ez azonban lehetővé teszi a fűrészelési folyamat jobb hozzáigazítását a feldolgozott anyag jellemzőihez. Azoknak ajánljuk, akik nemcsak a fával, hanem a különféle alapanyagokkal, műanyaggal, plexi üveggel stb. Dolgoznak.
9. Állandó fordulatok fenntartása megnövekedett terhelésnél. Ilyen funkció esetén a motor fordulatszáma nem esik erőteljes nyomás alá, mivel az elektronika javítja a fordulatszámot. Ennek eredményeként a vágás tiszta és tiszta.
Fűrészlapok
Gyakran azok a kezdő mesterek, akiknek nincs elegendő ismerete, de nagy vágyaik vannak új szerszám beszerzésére, felteszik a kérdést: „Hogyan válasszunk egy gérfűrészt faanyaghoz?” Egy hasonló kérdés nem teljesen helyes. Bármilyen vágás megbirkózni fog a fa vágásával, mert ehhez jön létre. De az, hogy mennyire tetszeni fog a munka eredménye, nem annyira magát a szerszámot, hanem a rá felszerelt felszereléstől függ - a fűrészlap.
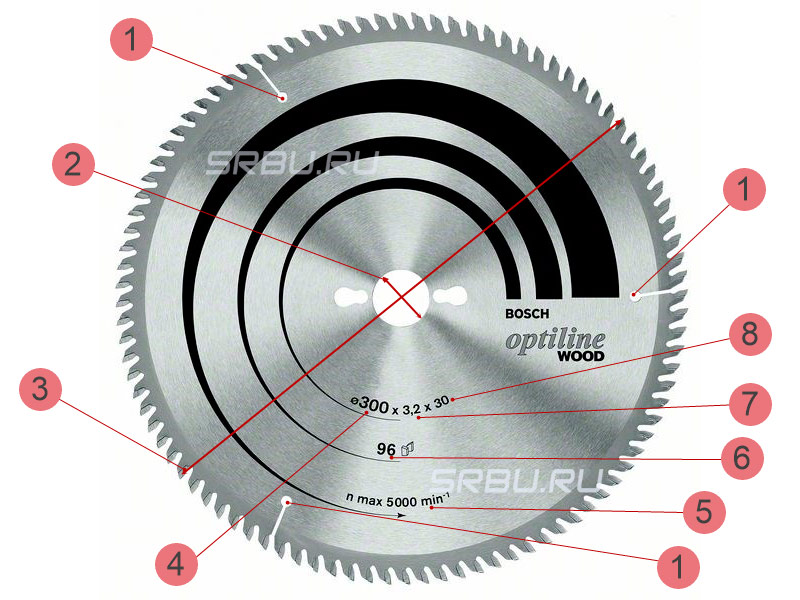
1. Technológiai résidők.
2. Leszállási átmérő
3. Külső átmérő
4. A külső átmérő értéke.
5. A lemez maximális fordulatszáma.
6. Vágólemez 96 fogakra.
7. Tárcsa vastagság értéke.
8. A leszállási átmérő értéke.
Külső és felni átmérő
A fűrészlap kiválasztásánál a fő paraméterek, amelyekre elsősorban oda kell figyelni, a külső és a szerelési átmérő méretei. A manapság gyártott gérvágó fűrészek tömegét 30 mm átmérőjű tárcsákkal való használatra tervezték.
Léteznek olyan kivételek, amelyekben eltérés mutatkozik mind ebben, mind a másik irányban, de ezeknek viszonylag kevés. A fűrészlapok külső átmérője jelentősen szélesebb. A legnépszerűbbek a 10 és 12 hüvelykes szabványos lemezek. Nem szabad megfeledkezni arról, hogy 12 hüvelyk alatt is 300 mm és 305 mm, és 10 hüvelyk és 250 mm, és 255 és akár 260 mm alatt is jelenthet, és ugyanazon gyártótól eltérő értelmezések is lehetnek. A kisebb (185–216 mm) és nagyobb (360 mm-ig) átmérőjű korongok ritkábbak, mivel kevesebb berendezés készül.

A fűrészlap átmérőjének növelése lehetővé teszi a nagyobb keresztmetszetű munkadarabok feldolgozását, miközben ugyanabban a sebességen növeli a szerszám termelékenységét és a vágás minőségét. A nagyobb tárcsák azonban nagyobb nyomatékot igényelnek, ami további energiatartalékot jelent. Ugyanakkor nem lehet olyan fűrészlapokat használni, amelyek külső átmérője meghaladja a műszerútlevélben megadott értéket: a vágási terv egyszerűen nem teszi lehetővé az ilyen felszerelést, amely különösen figyelmetlen felhasználókat ment meg a veszélyes kísérletektől. Lehetőség van egy kisebb lemez telepítésére is, de ez nem ajánlott. Ez nemcsak a szerszám tényleges sugara és termelékenysége csökkenni fog, hanem csökkenti a kiszámított dinamikus ellenállást is, amelynek eredményeként a motor, fordulatszámok stabilizálása nélkül, „térközbe” léphet.
A fűrészlapok műszaki jellemzői
Az ülés méretének és a tárcsa megfelelő külső átmérőjének egybeesése szükséges, de nem elegendő feltétel annak használatához, hogy bármilyen műveletet elvégezzen a gérfűrészen - sok más árnyalattal is számolni kell.
A külső és belső átmérőn kívül a tárcsák a következő jellemzőkben is eltérhetnek:
- anyag típusa;
- vastagság;
- a fogak száma és mérete;
- fogak alakja és dőlésszöge;
- megengedett sebesség.
Anyag típusa. Az anyag típusa alapján, amelyből a korongok készülnek, mind fel vannak osztva monolitra és karbidra. A monolitok nagy széntartalmú vagy nagysebességű acélból készülnek. Gyorsan tompaak, de élesedésnek vannak kitéve, és ezt magad is megteheted. A kemény szerszám acélból készült keményfém kerekek keményötvözetből forrasztott hegyekkel rendelkeznek (a legtöbb esetben volfrám-keményfém). Az ilyen lemezek, a magas ár ellenére, megbízhatóságuk és hosszú élettartamuk miatt népszerűek voltak a szakemberek körében.

Monolit és keményfém tárcsa.
Tárcsa vastagsága. A fűrészlap vastagsága határozza meg a vágás szélességét és a működési módot. A vékony korongokat gyakrabban használják értékes fafajok darabolására; ezek gazdaságosan fogyasztanak anyagot, de kevésbé erősek és tartósak. A vastag lemezek nagy forrással rendelkeznek, de durvább vágást végeznek.
A fogak száma és mérete. A korongon lévő fogszám, amely 8-10 és 80-90 között változhat, két tényezőt befolyásol - a vágás sebességét és minőségét. Minél több foga van a tárcsán, annál tisztább lesz a vágás, de a sebesség annál kisebb. Ugyanez a kapcsolat van a fogak méretével: kicsi a lassú és pontos vágáshoz, nagy a gyors, de durva foghoz.
A fogak alakja és szöge. A fogak alakja határozza meg a korong alkalmazhatóságát egy adott művelethez, egy adott anyag fűrészeléséhez. Például egy trapéz alakú fogak alkalmas fa, forgácslap, műanyag, színesfém vágására. A konkáv anyag egy vagy kétrétegű bevonattal ellátott anyagok, például laminátum, valamint csiszolóanyagok vágására szolgál. A kivehető fogak (a fogak hegyét váltakozva balra vagy jobbra simítják) tiszta fa, rétegelt lemez, MDF stb. Vágást biztosítanak.
A fűrészlap fogai nemcsak alakjukban, hanem a dőlésszögben is eltérhetnek, azaz a vágóél felületének a fűrészlap sugárjától való eltérése. A pozitív (5 ° -20 °) meredekségű hajtásokat általában a fa és fát tartalmazó anyagok hosszirányú fűrészelésére ajánljuk. Használhatók gérvágó fűrészeknél is, de a vágás durva lesz, bár gyors, és a termelékenység növekedése és a minőség csökkenése arányos a fogak dőlésszögének növekedésével.
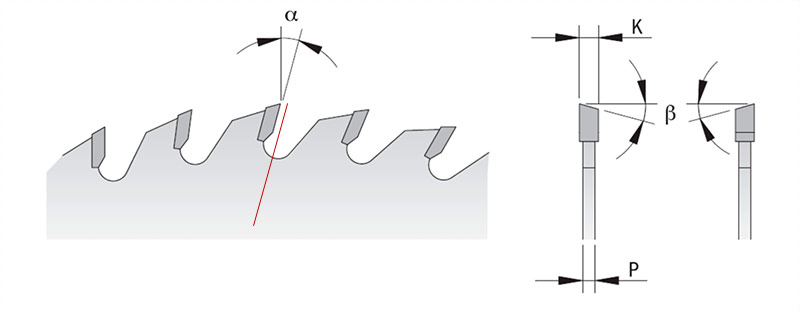
Pozitív dönthető tárcsafogak.
A negatív lejtés (–5 °) ideális a vágáshoz: a folyamat lelassul, de a vágás tiszta. A fogak nulla dőlésszöge azt jelzi, hogy ezt a tárcsát szilárd anyagokkal, például fémekkel való működésre tervezték.
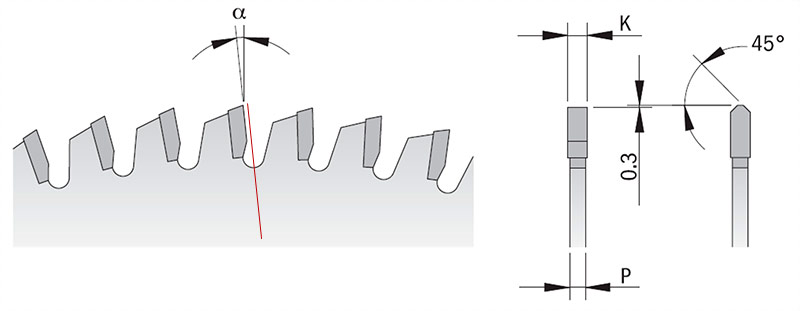
A korong fogai negatív dőléssel.
A lemez sebessége. Az engedélyezett sebesség 3800 és 23800 ford / perc között változhat. Ne feledje, hogy a tárcsán feltüntetett fordulatok számának meg kell haladnia a gérfűrész tengely fordulatszámát, különben a korong működés közben egyszerűen eltörhet. Az Ön biztonsága közvetlenül függ e szabály betartásától!
A koronggal kapcsolatos alapvető információk - a kirakodási és külső átmérő, vastagság, fogak száma, cél, a megengedett legnagyobb fordulatszám - megtalálhatók a vászonra alkalmazott jelöléseken. Ugyanakkor, még ezen információkkal is, nem mindig könnyű megtalálni, amire szüksége van, a boltok polcán lévő különféle lemezek között, ezért ne hagyja figyelmen kívül a szakemberek tanácsát. Ezek nem gyakoriak az áruházak eladói között - jobb, ha segítségre van szüksége egy olyan személytől, aki valódi tapasztalattal rendelkezik a hasonló berendezésekkel való munka terén.
Ha nem volt közel egy olyan szakember, aki segíthet neked a választásban, akkor tartsa be a két egyszerű szabályt: először csak azokat a pengeket használjon, amelyeket a gérfűrész modelljéhez ajánlottak, és másodszor, csak azokat az anyagokat vágja be, amelyekre szánták. adott lemez.
Manapság a piac tele van úgynevezett "univerzális" lemezekkel, amelyeket a reklám szerint bármilyen típusú eszközre fel lehet szerelni, és ugyanolyan jól megbirkóznak a különféle anyagokkal és feladatokkal. Sajnos, ebben a világban egyáltalán nincs semmi univerzális, és még inkább az univerzális vágószerszámokhoz.Ellenkező esetben a gyártók nem költenek időt és sok pénzt a számításokra, a tesztelésre és a gyártásra. Ne feledje, hogy a „bal” lemez egyszerűen nem képes ellenállni az eszköz által létrehozott terheléseknek. És ez azt jelenti, hogy az a felhasználó, aki úgy dönt, hogy a gyártó által nem ajánlott felszerelést használja, mind a drága berendezéseket, mind ami a legfontosabb: egészségét veszélyezteti.








