Hoe een lasapparaat voor aluminium te kiezen
Zelfs ervaren lassers, die voor het eerst aluminiumlassen op een handmatige manier tegenkomen, ervaren vaak frustratie met laskwaliteit. Als u regelmatig met zo'n "humeurig" metaal moest werken, dan zal ons artikel u helpen bij het kiezen van een lasmachine voor aluminium, die hoogwaardige dichte naden creëert.

Kenmerken en moeilijkheden van aluminiumlassen
Aluminiumlassen kan nodig zijn om een scheur in de motoroliepan of versnellingsbakpan te dichten. Vaak wordt het bevroren blok van de motorkoelmantel op deze manier gerepareerd. Er is veel vraag naar apparaten voor het lassen van aluminium in de chemische en voedingsmiddelenindustrie, de productie van containers, collectoren, filters en andere producten.
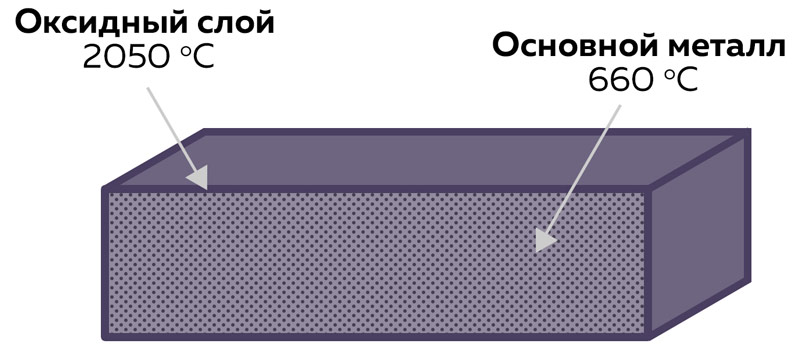
Maar aluminium en zijn legeringen AlMn, AlSi, AlMg zijn slechter gelast vanwege het belangrijkste kenmerk - de aanwezigheid van een vuurvaste oxidelaag op het oppervlak. Het smeltpunt is 2044 graden, terwijl het metaal eronder na 660 graden stroomt. Dit is het grootste probleem, omdat een kleine stroomsterkte de buitenlaag niet kan smelten en het vulmetaal op het oppervlak ligt. Een grote stroom leidt tot doorbrandwonden. Daarom zijn klassieke technologieën voor aluminiumlassen niet geschikt.
Onder andere moeilijkheden bij het werken met dit metaal zijn de volgende:
- Klein verschil tussen smeltpunt en stolling. Aluminium wordt vloeibaar bij 660 graden. Maar als hij slechts 15-20 ° C mag afkoelen, begint hij al te kristalliseren. Een aluminium lasapparaat is vereist dat een werkstroom in een zodanig bereik kan houden dat een naad kan worden gevormd.
- Verhoogde thermische geleidbaarheid. Warmte verspreidt zich 5 keer sneller door aluminium dan zacht staal. Het lasbad koelt snel af en het onderdeel kan aanzienlijk kromtrekken over een groot gebied, zelfs vanuit een kleine naad.
- Behoud van kleur in gesmolten vorm. Bij het lassen van ferrometalen is het voor de lasser gemakkelijk om de staat van het lasbad en de hoeveelheid toegevoerde vulstof te regelen, omdat deze oogverblindend wit wordt, in tegenstelling tot rode slak. Aluminium verandert niet van kleur in vloeibare vorm en het is voor een lasser moeilijker om visueel te begrijpen hoe een naad wordt gevormd.
- Verhoogde krimp. Na afkoeling kunnen de neergeslagen metalen rollen aanzienlijk inzakken, wat putten in de naad vormt en opnieuw van bovenaf nodig zal zijn.
- Interactie met de omgeving. Bij contact met omgevingslucht verdampt aluminium waterstof, wat leidt tot grote poriën in de lasstructuur. De druk van water of andere vloeistof is niet bestand tegen een dergelijke verbinding. Het is noodzakelijk om het lasbad te beschermen tegen externe gassen.
- Verhoogde vloeibaarheid. In gesmolten toestand is aluminium vergelijkbaar met water - het is moeilijker om vloeibaar metaal met een brander te richten, vooral wanneer u een naad in een hellend vlak houdt. Dit leidt ook tot versnelling door brandwonden.
De eerste naden voor beginnende aluminium lassers zijn altijd slecht. Geleidelijk wordt het probleem opgelost door in de praktijk te trainen. Maar het grootste belang wordt gespeeld door de juiste keuze van een lasapparaat dat is ontworpen voor het verbinden van aluminium.
Welke machine is het meest geschikt voor aluminium lassen
Omdat er gecoate elektroden met een aluminium kern op de markt zijn, lijkt het handmatig lassen met een omvormer de goedkoopste manier om dit metaal te lassen. Maar in werkelijkheid kunt u met MMA-lassen op aluminium alleen de twee zijden van het metaal verbinden met de druppels van het additief bovenop.
Een duurzame en strakke naad zal hier niet werken.Voor een goede verbinding hebt u een lasapparaat nodig voor het lassen van aluminium met MIG- of TIG-modi. Elk van hen heeft zijn eigen kenmerken, waarmee rekening moet worden gehouden bij het kiezen.
Gebruik van MIG / MAG-lasmachines voor aluminium
MIG-lassen is het gebruik van halfautomatische apparaten waarbij de lasdraad continu door het kanaal rechtstreeks in de toorts wordt gevoerd. De tweede kabel met clip wordt rechtstreeks op het product bevestigd. Kortsluiting van de draad naar het oppervlak van het werkstuk leidt tot de excitatie van een elektrische boog. Tegelijkertijd isoleert gas uit het mondstuk het lasbad van de externe omgeving.


De extra's
- hoge lassnelheid;
- goed zicht op wat er in het lasbad gebeurt;
- de tweede hand van de lasser is vrij om het werkstuk te ondersteunen of op een hoogte te blijven;
- U kunt continu lange naden maken;
- na het einde van het proces is er geen slakkenkorst.

cons
- De hoge kosten van de apparatuur zelf. Er zijn nog steeds extra kosten voor beschermgas (een mengsel van argon en kooldioxide).
- De aluminium vuldraad is dun en flexibel, dus hij loopt erg "en" is moeilijker voor de lasser om hem te geleiden.
- Als het vaak nodig is om het lassen van ferrometalen en aluminium af te wisselen met één halfautomatisch apparaat, kost het wisselen van het stalen kanaal in de toorts naar het Teflon-kanaal veel tijd.
- De naad van een halfautomatisch apparaat op aluminium is heterogeen in breedte. Als het zich aan de voorkant van het werkstuk bevindt, is daaropvolgend mechanisch strippen nodig.
Welke functies moeten halfautomatische apparaten voor aluminium hebben?
U kunt aluminium niet via halfautomatische apparaten aansluiten. Lasapparatuur moet de volgende functies hebben:
Heet begin. Deze functie wordt "Hot Start" genoemd, omdat u hiermee een hoogwaardige naad vanaf de eerste millimeter van de verbinding kunt opleggen. Om dit te doen, wordt een hoge stationaire snelheid (80-90 V) op de draad gehandhaafd en wordt de stroom eerst iets boven de hoofdvoeding geleverd.
Voor aluminium is dit nuttig voor snelle verwarming van het oppervlak en vernietiging van het oxide. Vanwege dit effect begint de naad zich onmiddellijk te vormen, zonder de additieve rollen van bovenaf te plakken. Op professionele apparaten kunt u de instelling van de "Hot Start" aanpassen om te bepalen hoe heet het wordt.
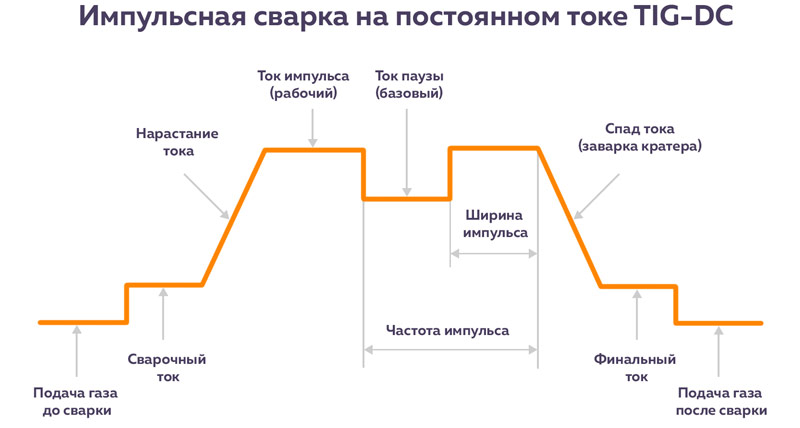
Pulse. Deze functie produceert geen gelijkmatige basisstroom, maar draagt eerder bij aan de afwisseling. Het resultaat is de amplitude waar de stroom naar de werkpuls stijgt, en vervolgens een pauze met een afname. Op het moment van piekspanning smelt het oxide en tijdens de pauzeperiode is een rustige fusie van het vulmetaal met een minimale hoeveelheid spray verzekerd.
Op professionele halfautomatische apparaten kunt u zowel de pulsfrequentie als de lengte aanpassen, waardoor u het lassen kunt aanpassen, afhankelijk van de dikte van aluminium en het type legering. De functie is vooral relevant voor dunne metalen om oververhitting van het oppervlak en de vorming van doorgaande gaten te voorkomen.
Dable Pulse. Verdubbelt het vorige effect. Naast de amplitude die wisselt tussen de basis- en hoofdstroom, is er een oscillerende toename en afname van de piekstroom. Een dergelijke functie verbetert verder de kwaliteit van aluminiumlassen tot de druppeloverdracht van metaal. Minimale warmte-invoer voorkomt oververhitting van het werkstuk en vervorming ervan. De naden zijn dun maar diep en de lassnelheid neemt toe.
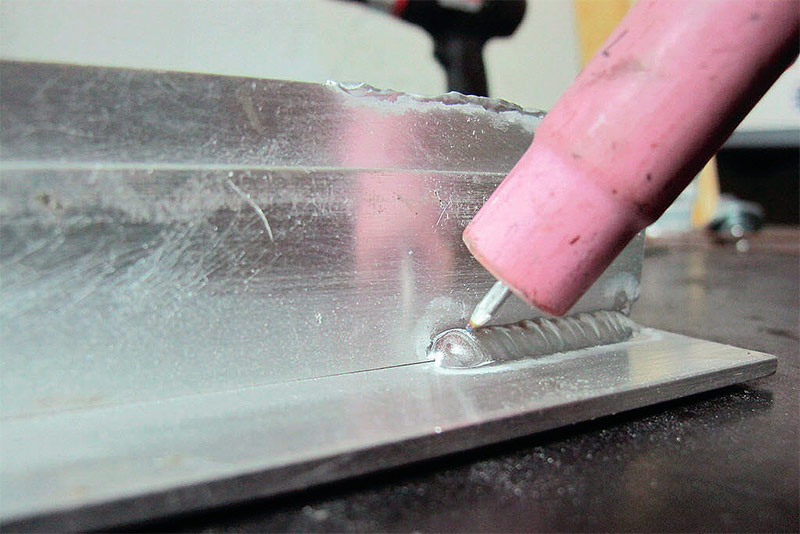
Het gebruik van TIG-machines voor het lassen van aluminium
TIG-lassen van aluminium wordt uitgevoerd met behulp van een omvormer die wisselstroom produceert.
Een lasser heeft een wolfraamelektrode-brander in één hand. Haar aanraking op het oppervlak van het deel waarmee de massa is verbonden, leidt tot de vorming van een elektrische boog. Wolfraam smelt niet, dus de lengte van de elektrode verandert niet. Voor het lassen van aluminium wordt een ronde vorm van het slijpen van de staaf gebruikt.
In de tweede hand van de lasser wordt een lasdraad in het lasbad geleid om de hoogte van de naad te vergroten en sterkte te geven aan de verbinding. Argon beschermgas ontsnapt uit de brander en verhindert contact met externe lucht.

TIG voordelen voor aluminium lassen
- de naad is strak en strak;
- geen bewerking vereist;
- er zijn geen poriën in de structuur;
- smalle naden van 2-3 mm breed kunnen worden gemaakt.
Nadelen TIG voor het lassen van aluminium
- verhoogde consumptie van fondsen voor vuldraad en gas;
- lage lassnelheid;
- hoge kosten van apparatuur;
- alleen korte naden kunnen worden gemaakt;
- de naald wordt snel gespoten en de vorm moet worden gecorrigeerd;
- bij het lassen van aluminiumplaten met een dikte van 1-2 mm is een substraat vereist om dips in het verwarmde metaal te voorkomen.

De kwaliteit van de naden die kunnen worden verkregen bij het lassen van aluminium met TIG-lassen.
Welke functies moeten TIG-omvormers voor aluminium hebben?
Hoewel elke omvormer kan worden uitgerust met een toorts voor TIG-lassen, is het alleen mogelijk om aluminium met een hoogwaardige argon-arc-methode aan te sluiten als de volgende functies beschikbaar zijn:
Pulse. Het speelt dezelfde rol als in het halfautomatische apparaat. Vermindert de warmte-inbreng en voorkomt doorbranden van vloeibaar materiaal. Professionele apparaten ondersteunen het instellen van de pulsgolf. De blokgolf geeft diepe penetratie en hoge snelheid van het proces. Driehoekig maakt het gemakkelijk om dunne aluminiumplaten te lassen met minimale warmteoverdracht. De afgeronde golf maakt het gemakkelijk om het lasbad te regelen voor een gelijkmatige penetratie van kritieke verbindingen. Sinusvormige geeft een zachte boog met een brede greep van het lasbad, maar geen diepe penetratie.
Pre- en postgas. Start gedurende 2 s een voorlopige spoeling van het beschermgas om de omgevingslucht te verplaatsen van de plaats waar het lassen begint. Het levert argon na 3-10 seconden onderbreken van de boog, waardoor het lasbad normaal zonder zuurstof kan kristalliseren.
Overschakelen naar wisselstroom. TIG-lassen met een omvormer is alleen mogelijk op wisselstroom. Om dit te doen, is het verplicht dat de aanduiding van het apparaat gemarkeerd is als AC / DC.
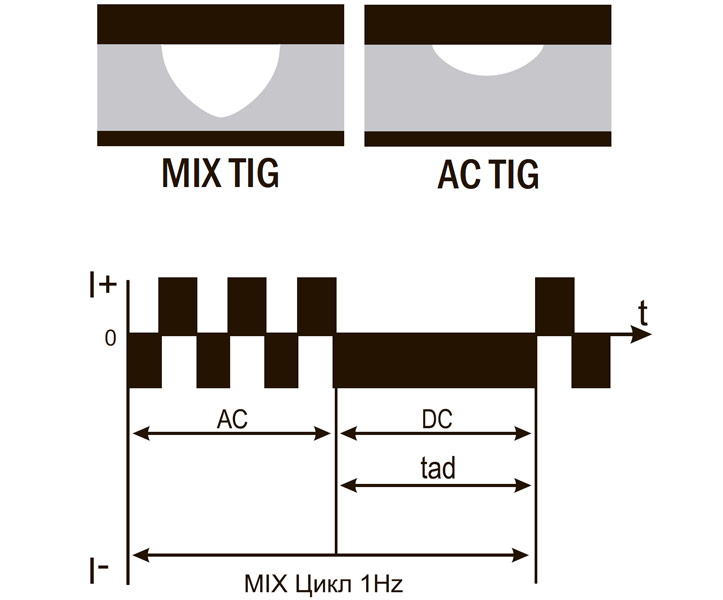
MIX TIG. Deze modus wisselt het effect op het materiaal van gelijkstroom en wisselstroom af. Eerst treedt AC in werking, die de oxidefilm vernietigt door zijn frequentie. Vervolgens wordt het vervangen door DC, waardoor een diepe penetratie wordt verkregen met een gelijkmatige verdeling van vulmetaal. Deze functie is vooral praktisch wanneer u aluminium met een dikte van 2 en 7 mm met elkaar wilt verbinden.
Aanpassing van het saldo. Hiermee kunt u de frequentie instellen van de automatische verandering van de spanningspolariteit, die, indien positief, de levensduur van de wolfraamelektrode verlengt en de penetratiediepte verhoogt, en als de indicator negatief is, vermindert deze de warmte-invoer en beschermt tegen brandwonden en vervormingen.
Na bestudering van de vereisten voor aluminium lasmachines, kunt u eenvoudig lasapparatuur selecteren voor uw werkplaats, werkplaats of garage.








